 173 2014 7357
173 2014 7357 在线留言
在线留言平模饲料颗粒机操作说明
文件下载
获取完整版操作手册(PDF格式)
平模饲料颗粒机用于将粉状原料压制成牲畜和家禽的固体饲料颗粒。它能够提升饲料质量和储存稳定性。以下指南说明基本操作、滚轮与模具间隙调整及维护方法。

1. 产品概述
适用范围
本颗粒机适用于制作各种动物饲料,包括鸡、鸭、猪、牛、羊、鹿、马、鹌鹑、鸽子、兔、鱼和虾等。
工作原理
通过滚轮与模具之间的压力,将粉料压制成坚实、均匀的颗粒。挤压过程中产生的高温可杀灭细菌,改善饲料口感并提高储存稳定性。
模具选项
可根据动物类型和饲料配方选择模孔尺寸。标准模孔为 4 mm,可选尺寸为2.5 mm至8 mm,以满足不同生产需求。

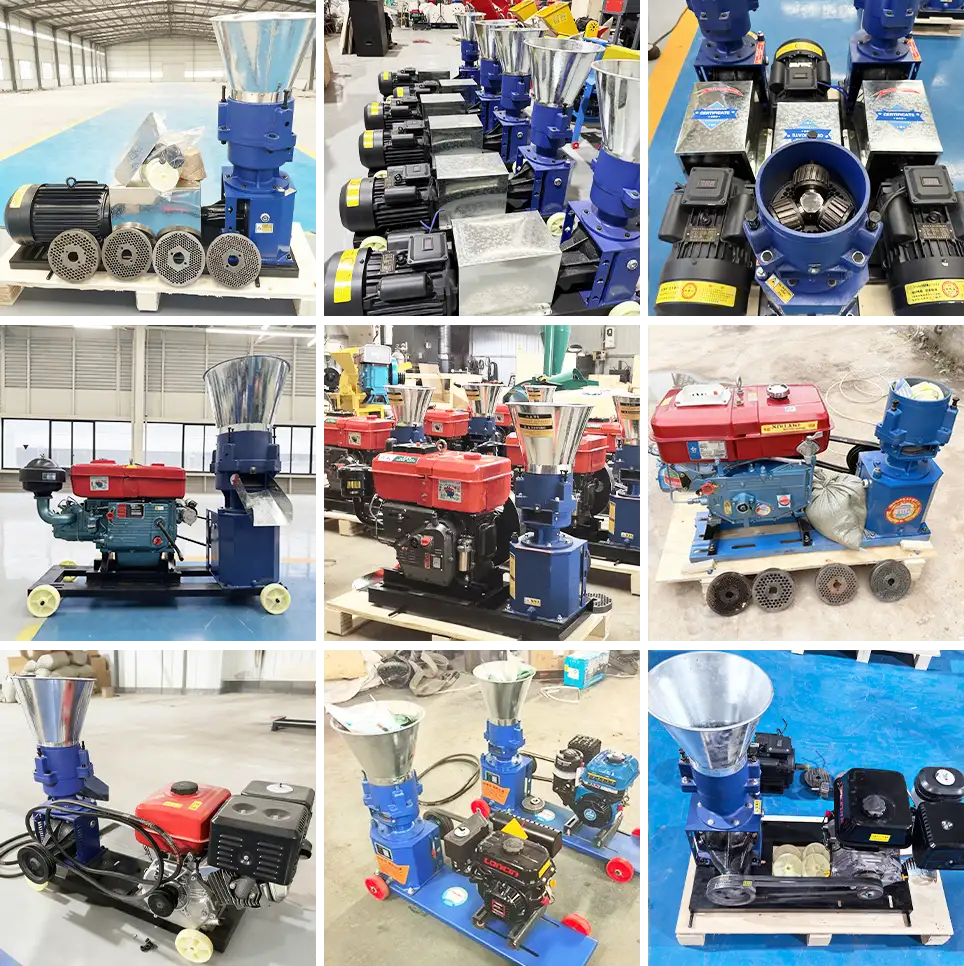
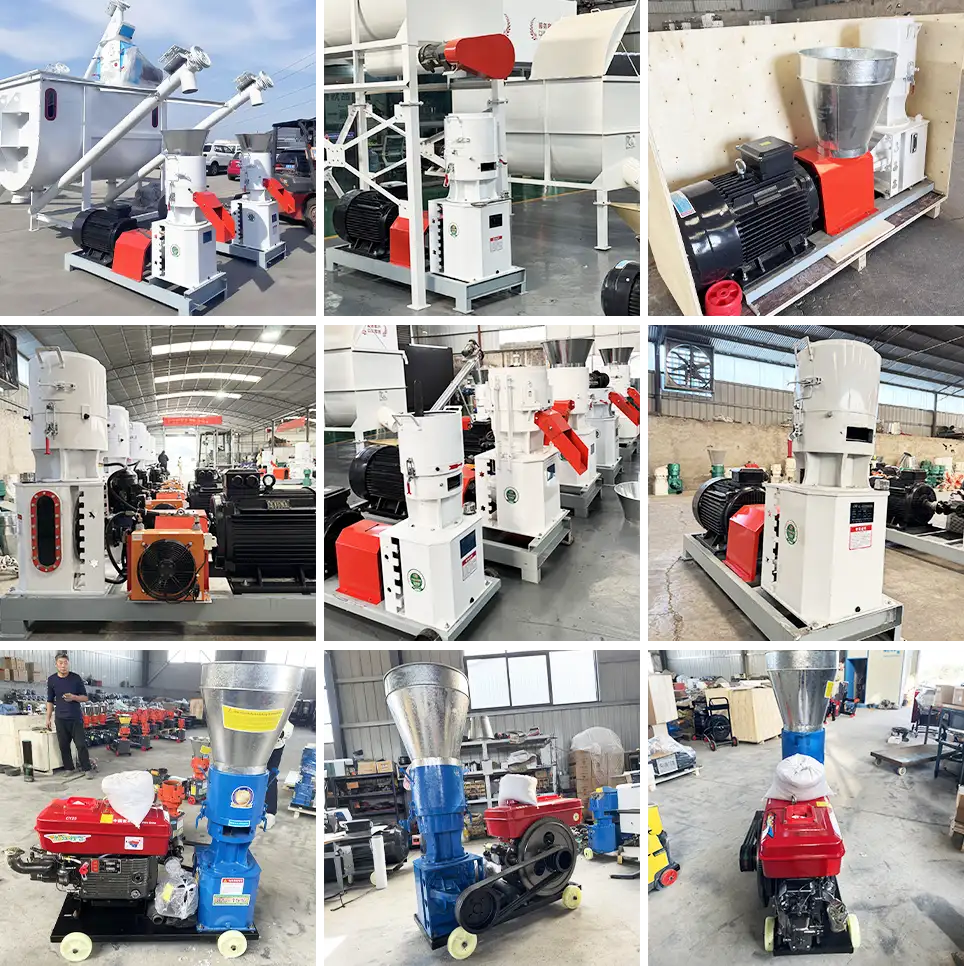
1.1 机器分类
根据不同标准,机器可分类如下:
按结构:旋转模类型和平模滚轮类型。

按动力来源:电动、柴油机、汽油机或拖拉机PTO驱动。

1.2 机器结构
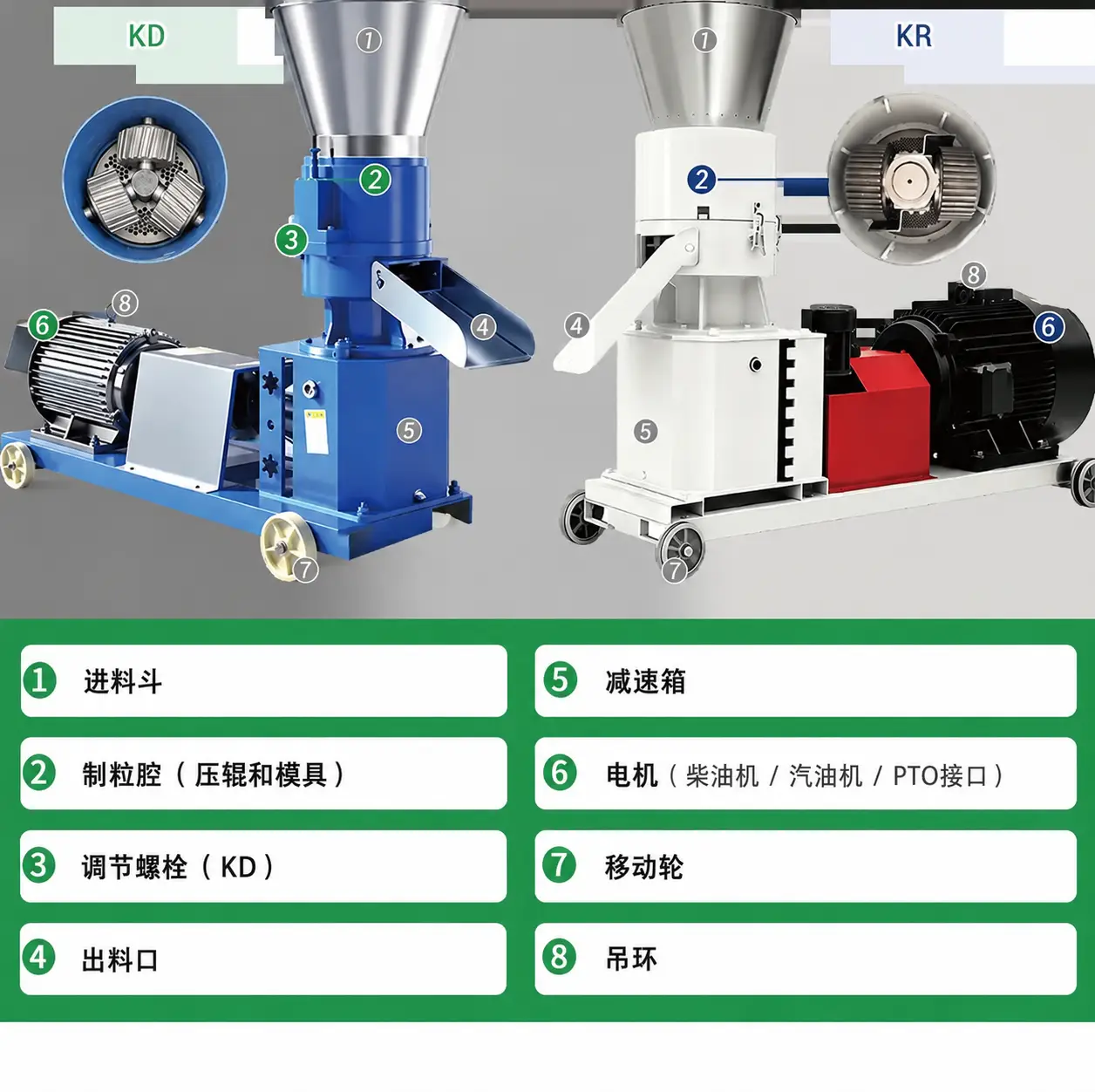
1.3 安全警告
- 使用前添加润滑油;机器出厂时为空机状态。
- 运行过程中不要触碰运动部件。
- 维修或清理前务必切断电源或停机。
- 确保饲料中没有金属、石块或其他硬物。
- 确保电机符合额定功率后再运行。
2. 操作与使用
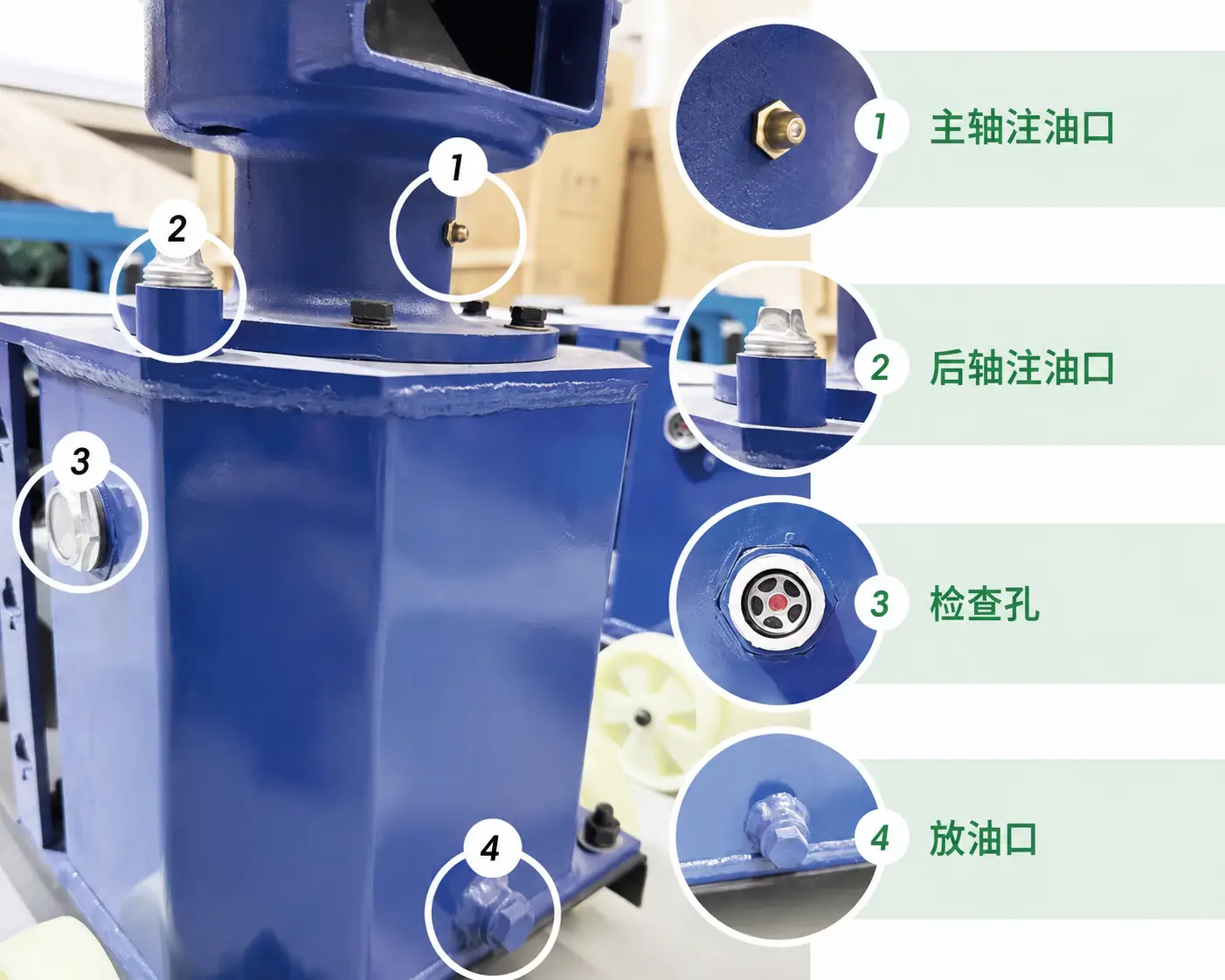
2.1 启动前润滑
轴承润滑
使用黄油枪通过油嘴慢慢注入锂基润滑脂。
当压力升高或密封处出现新油时停止注入。
齿轮箱润滑
首次开机前,通过齿轮箱注油口加入螺旋齿轮油。
推荐油量根据型号和齿轮箱类型不同,如下所示。
表1 齿轮箱 – 旋转模类型(KD系列)
| 型号 | 油量 (L) |
| 125 | 4.5 L |
| 150 | 4.5 L |
| 160 | 4.5 L |
| 210 | 10 L |
| 230 | 10 L |
| 260 | 20 L |
| 300 | 25 L |
| 400 | 50 L |
| 500 | 70 L |
| 600 | 90 L |
表2 齿轮箱 – 旋转滚轮类型(KR系列)
| 型号 | 油量 (L) |
| 190 | 5 L |
| 210 | 10 L |
| 260 | 20 L |
| 300 | 40 L |
| 400 | 75 L |
| 500 | 110 L |
对于带有油位观察窗的齿轮箱,将油加至窗口红线中间高度。油量不足可能导致齿轮磨损和过热,油量过多可能造成泄漏或起泡。
注意事项
- 加油或放油必须在机器停机状态下进行,以避免烫伤或设备损坏。
- 使用指定类型齿轮油,不得混用其他油品。
- 加油前清理注油口,防止杂质进入齿轮箱。
2.2 调整滚轮与模具间隙
机器出厂前已预设滚轮与模具间隙,但长途运输或更换模具后可能需要重新调整。
2.2.1 调整旋转模类型(KD系列)
1. 停机并确保电源切断。
2. 找到滚轮调节螺栓,将间隙调整至 0.1–0.3 mm。
3. 调整完成后重新拧紧锁紧螺母。
间隙检查
可使用塞尺检查滚轮与模具间隙(参见2.2.2节图示),或插入一张A4纸并手动转动模具。若纸张卡住、撕裂或无法插入,说明间隙不正确,需要重新调整。
空转平滑且无噪音或振动表示间隙正确。
2.2.2 调整旋转滚轮类型(KR系列)
1. 停机并切断电源。
2. 固定模具以防移动。
3. 松开压轮上方的锁紧螺母并调整:
顺时针旋转以缩小间隙。
逆时针旋转以增大间隙。
推荐间隙:0.1–0.3 mm
4. 调整完成后重新拧紧锁紧螺母。
间隙检查
可使用塞尺检查间隙。或者转动压轮,若感觉摩擦均匀且无卡滞,即表示间隙设置正确。
2.3 新模具磨合
在正常使用前,应对新模具进行磨合。
将玉米粉与食用油按10:1比例混合成调质材料。缓慢送入进料口,并以低速运行机器约10–30分钟。
该过程可平滑模孔内壁,减少堵塞和磨损,并改善颗粒出料情况。

2.4 检查模具旋转方向
启动前,确认模具旋转方向正确。
启动后,模具应按照机身箭头方向旋转(从出料端看通常为逆时针)。正常运行时,颗粒应轻微向右排出。
如果旋转方向不正确,应立即停机,通过调整电机接线顺序或电源输出方向纠正,以防堵塞、模具损坏或异常磨损。

2.5 机器预热
制粒前应预热机器,尤其是柴油或汽油驱动机型。预热可使模具和滚轮温度升高,降低阻力,稳定出料。
机器正常运行后,可先加入少量调质材料。当料斗上方出现蒸汽时,表示机器已准备就绪。
预热约5分钟。如果颗粒成型均匀且流畅,即可开始正常生产。
注意事项
- 禁止空机运行或不加润滑油运行。
- 在寒冷天气下,应适当延长预热时间。
- 预热后应立即进料,以防堵塞。
2.6 停机保护
停机前,应进行短时预停机操作,防止模孔内物料固化、堵塞或生锈,同时减少下次启动摩擦。
操作步骤
- 停止进料,让残余物料排空。
- 通过进料口加入玉米粉与食用油混合料(10:1)。
- 低负荷运行1–2分钟,使模孔涂油保护。
- 关闭电源或停机。
2.7 更换模具与滚轮
大多数模具可以双面使用。
模具和滚轮属于易损件,使用寿命约为300–500小时。
每月检查一次,如发现严重磨损,应成套更换。
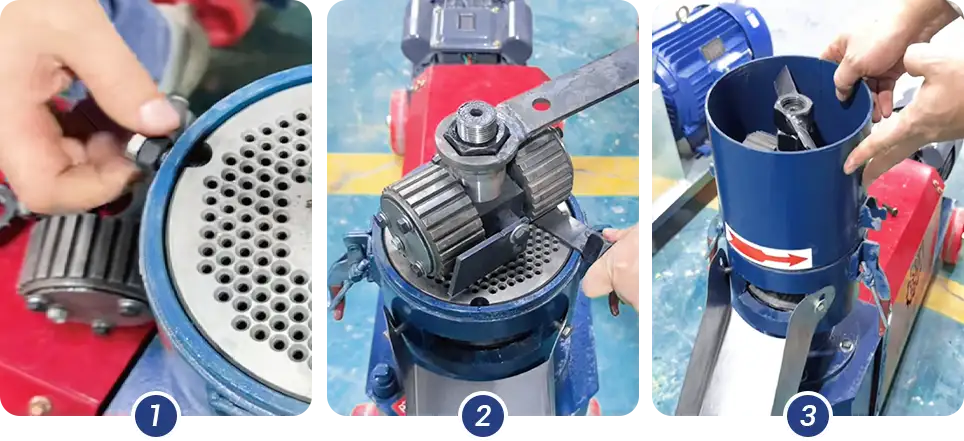
2.7.1 旋转模类型(KD系列)
- 切断电源或停机,待机器完全停止。
- 打开上盖,清理模具、滚轮和出料口周围残料。
- 松开滚轮调节螺栓和锁紧螺母,取出滚轮;卸下模具固定螺栓,如模具紧密,可轻敲或均匀拉出。
- 将新模具与轴销对齐,平放并固定;安装新滚轮,如小孔模具需使用垫圈。
- 使用螺栓调整滚轮与模具间隙(参见2.2),手动检查滚轮旋转是否顺畅。
- 拧紧锁紧螺母,重新安装料斗,空机运行1–2分钟后再进行原料测试。
视频示范(旋转模类型)
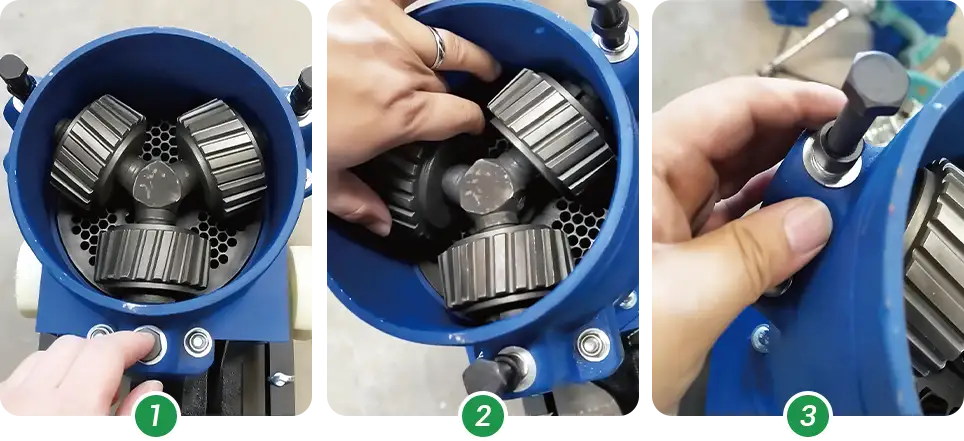
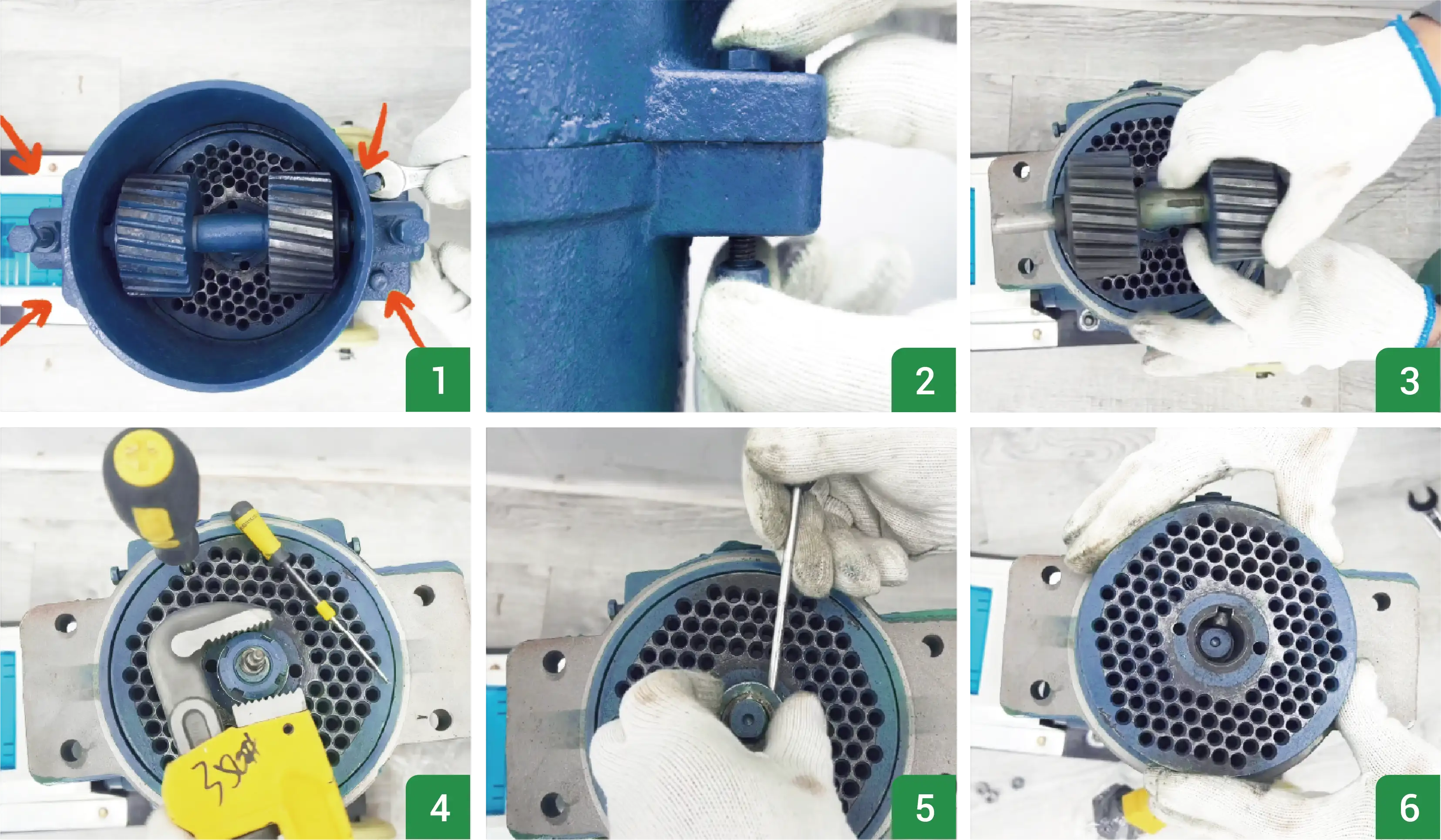
2.7.2 旋转滚轮类型(KR系列)

- 确保机器完全停机并切断电源。
- 拆下料斗和安全罩,松开主轴螺栓并取出滚轮组件。
- 卸下模具螺栓,用铜棒轻敲模具边缘松动,再取出模具。
- 将新模具平放在轴承中心,侧螺栓紧固牢固。
- 安装新滚轮及垫圈,用扳手均匀拧紧螺栓。
- 调整两侧滚轮与模具间隙(参见2.2),重新安装罩壳,测试机器是否顺畅运行。
视频示范(旋转滚轮类型)
3. 常见问题与解决方案
颗粒出料不畅或无出料
| 可能原因 | 解决方案 |
| 模具未磨合 / 孔壁粗糙 | 用油料进行磨合(参见2.3) |
| 模孔堵塞 | 停机,用钢丝或压缩空气清理模孔 |
| 滚轮-模具间隙过大 | 重新调整间隙(参见2.2) |
| 原料过干或流动性差 | 调节水分至12–16%,混合均匀 |
| 机器未预热 | 空机运行3–5分钟后再喂料(参见2.5) |
颗粒过软或粉末过多
| 可能原因 | 解决方案 |
| 水分过高(颗粒过软) | 降低至12–16%,或添加干料混合 |
| 滚轮压力不足(颗粒过软) | 拧紧滚轮螺栓,增加压力 |
| 粘合配方不足(粉末过多) | 添加油脂或粘合剂 |
| 电机功率不足或转速不稳(粉末过多) | 检查电机及负载,确保符合规格 |
| 模孔磨损或过大(成型差) | 检查模具,必要时更换 |
颗粒表面粗糙
| 可能原因 | 解决方法 |
| 模孔不光滑或磨损 | 磨光或更换模具 |
| 原料过干或混合不均 | 调整水分,充分混合 |
| 滚轮压力不稳定 | 检查并拧紧滚轮螺栓 |
| 润滑不足 | 在原料中加入少量润滑油 |
电机停转或过载跳闸
| 原因 | 解决方法 |
| 进料过多或堵塞 | 停机清理料斗和模具,然后减少进料量 |
| 滚轮-模具间隙过小 | 调整间隙(参见2.2节) |
| 模孔堵塞 | 停机清理模具后重新启动 |
| 有异物进入 | 清除异物并检查防止再次进入 |
| 电机或线路故障 | 检查线路、电流和过载保护装置 |
| 模具安装方向错误 | 重新安装,并正确调整模具方向(参见2.4节) |
配备22 kW及以上电机的型号带有软启动柜,可降低启动电流,保护电机和传动系统。
颗粒机过热
| 原因 | 解决方法 |
| 长时间连续运行 | 停机冷却,降低负荷 |
| 润滑不足 | 添加润滑脂或清理轴承 |
| 模孔堵塞 | 停机清理模具 |
| 通风不良 | 检查防护罩并改善气流 |
长期运行时,可安装油泵和风冷装置以增强冷却效果,降低温升,保持机器稳定运行。
按型号划分功率规格
旋转模类型(KD系列)
| 型号 | 电机功率 (kW) | 柴油机 (HP) | 汽油机 (HP) |
| KD-125 | 4.5 | 6 | 170F (7.5 HP) |
| KD-150 | 4.5 | 6 | 190F (13 HP) |
| KD-160 | 5.5 | 8 | 190F (13 HP) |
| KD-180 | 5.5 | 8 | 192F (15 HP) |
| KD-210 | 7.5 | 15 | - |
| KD-230 | 11 | 18 | - |
| KD-260 | 15 | 22 | - |
| KD-300 | 22 | 35 | - |
| KD-400 | 37 | 85 | - |
所有电动型号均采用4极纯铜电机,符合国家标准。
电压和频率可根据需求定制,并可按需要更换为柴油机或汽油机。
旋转滚轮类型(KR系列)
| 型号 | 功率 (kW) |
| KR-190 | 5.5 |
| KR-190P | 7.5 |
| KR-210 | 11 |
| KR-260 | 18.5 |
| KR-300 | 30 |
| KR-400 | 45 |
| KR-500 | 75 |
所有旋转滚轮型号均配备6极电机,380V 50Hz 三相,电压可定制,采用高扭矩6极电机,运行转速960 rpm。
需要帮助吗?
提交在线留言,我们将在24小时内回复您,或者您也可以直接拨打173 2014 7357电话咨询。