 173 2014 7357
173 2014 7357 在线留言
在线留言饲料与生物质颗粒机模具选择指南
模具是颗粒机的核心,其精度直接影响效率和颗粒质量。选择模具应考虑原料、产量和工艺,而不仅仅是价格。
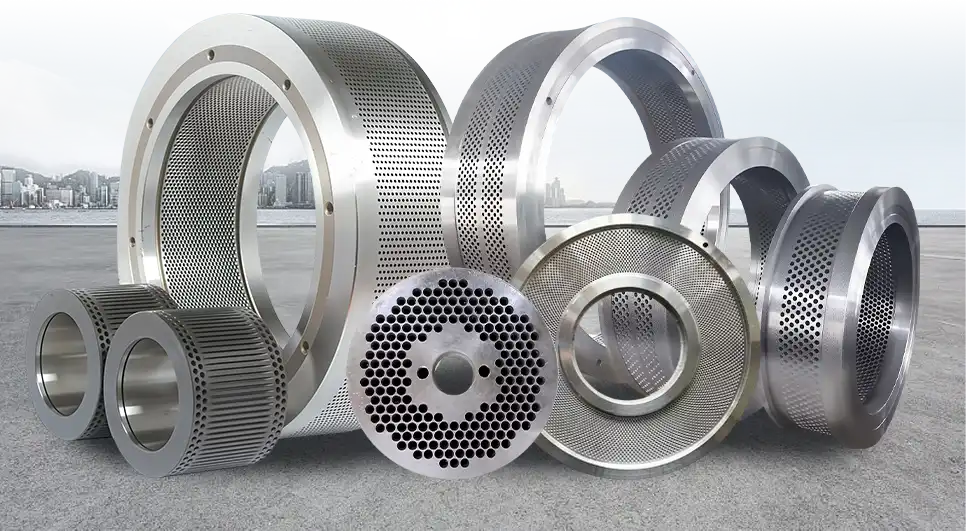
模具类型选择
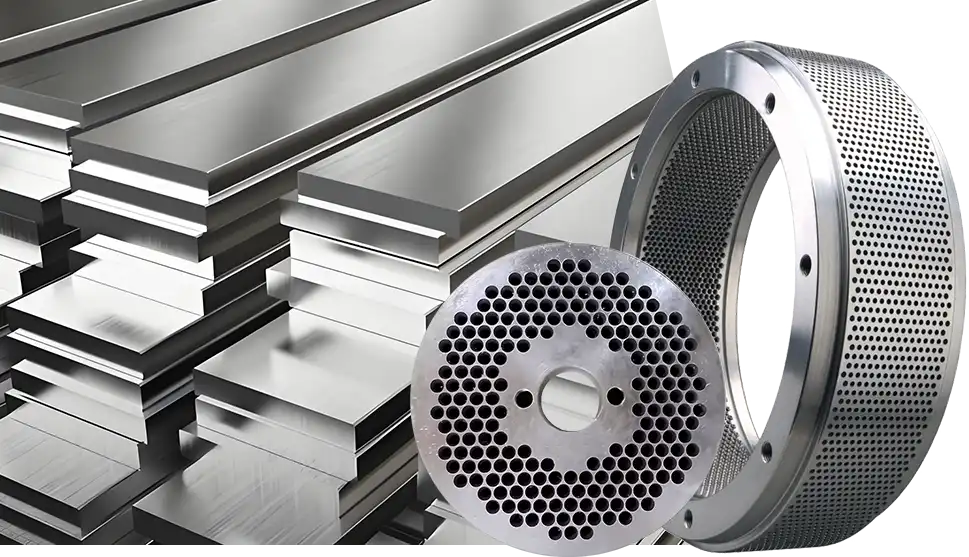
模具主要分为平模和平模和环模,两者结构和应用不同。
平模
平模结构简单,水平安装,原料通过孔向下压制。
平模成本低、易更换、灵活,适合小规模生产、频繁换料或试验性生产。
局限在于孔数少、产量低,并且模具磨损后效率下降。

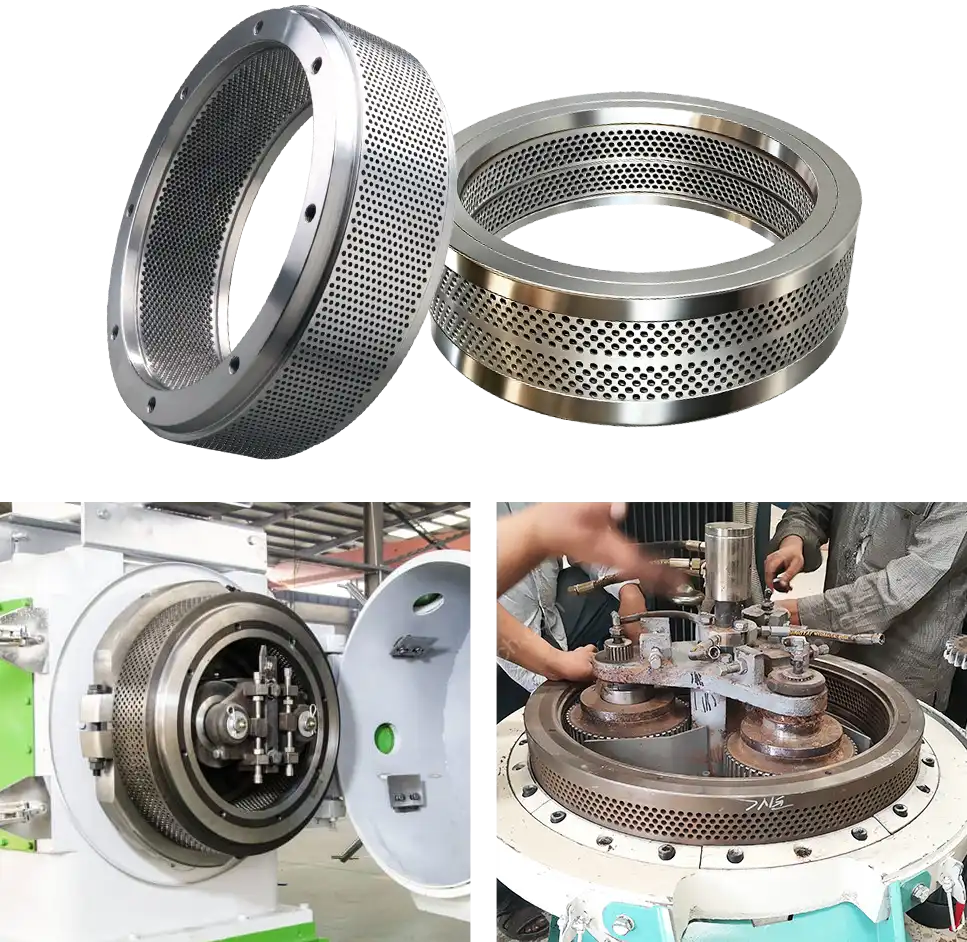
环模
环模用于大规模生产,原料由滚轮均匀压入孔中。
效率高、颗粒稳定、能耗低、寿命长,适合年产量超过一万吨的工厂。
但更换和调整需要更高技能,初始成本也更高。
选择建议
- 小规模或配方频繁变化,推荐使用平模。
- 连续大规模生产,如饲料厂或生物质工厂,环模效率和稳定性更优。
模具关键参数
模具不是通用部件,必须根据原料设计。
纤维结构、水分、灰分及粘结性会影响孔径、压缩比和孔型。
若模具不匹配原料,即使动力强也无法避免堵塞、低产或颗粒松散。
孔径
孔径决定颗粒直径。
- 孔大:颗粒大,产量高,但密度和适口性低。
- 孔小:颗粒细,但产量降低,耗能增加。
饲料颗粒模具参考孔径
| 动物/阶段 | 孔径 (mm) |
| 雏鸡 | 1.5–2.0 |
| 育成鸡 | 3.0–4.0 |
| 鸭 | 2.5–4.0 |
| 仔猪 | 2.5–3.0 |
| 育肥猪 | 3.5–4.5 |
| 牛/羊 | 4.0–6.0 |
| 鱼(沉水型) | 2.0–3.0 |
| 虾 | 1.0–2.0 |
| 兔 | 3.0–4.0 |
生物质颗粒模具孔径
| 原料 | 孔径 (mm) |
| 木材(松木、硬木、竹子) | 6–8 |
| 农作物副产物(稻壳、棕榈壳、花生壳) | 8–10 |
| 秸秆(小麦、玉米) | 6–8 |
| 草料(苜蓿、象草) | 6–8 |
| 副产品(玉米芯、甘蔗渣) | 6–8 |
压缩比
压缩比为有效孔长与孔径比 (L/D),决定原料在模具内受压程度。
- 高压缩比:颗粒密实、坚硬耐用,但阻力和能耗增加,模具磨损快。
- 低压缩比:易出料、能耗低,但颗粒松散,成型差。
饲料颗粒模具参考压缩比
| 原料类型 | 压缩比范围 |
| 禽畜饲料(鸡、鸭) | 1:4 – 1:6 |
| 水产饲料(鱼、虾) | ≥1:12 |
| 高纤维(苜蓿、豆粕混合) | 1:7 – 1:9 |
| 混合配方(猪、牛、羊) | 1:5 – 1:7 |
生物质颗粒模具参考压缩比
| 原料类型 | 压缩比范围 |
| 木材、竹子 | 1:7 – 1:8 |
| 稻壳、棕榈壳 | 1:7 – 1:10 |
| 秸秆(小麦、玉米) | 1:10 – 1:12 |
| 草料(苜蓿、象草) | 1:10 – 1:12 |
| 玉米芯、甘蔗渣 | 1:8 – 1:10 |
| 棉籽壳/花生壳 | 1:6 – 1:8 |
*仅供参考,实际以设备和原料为准。
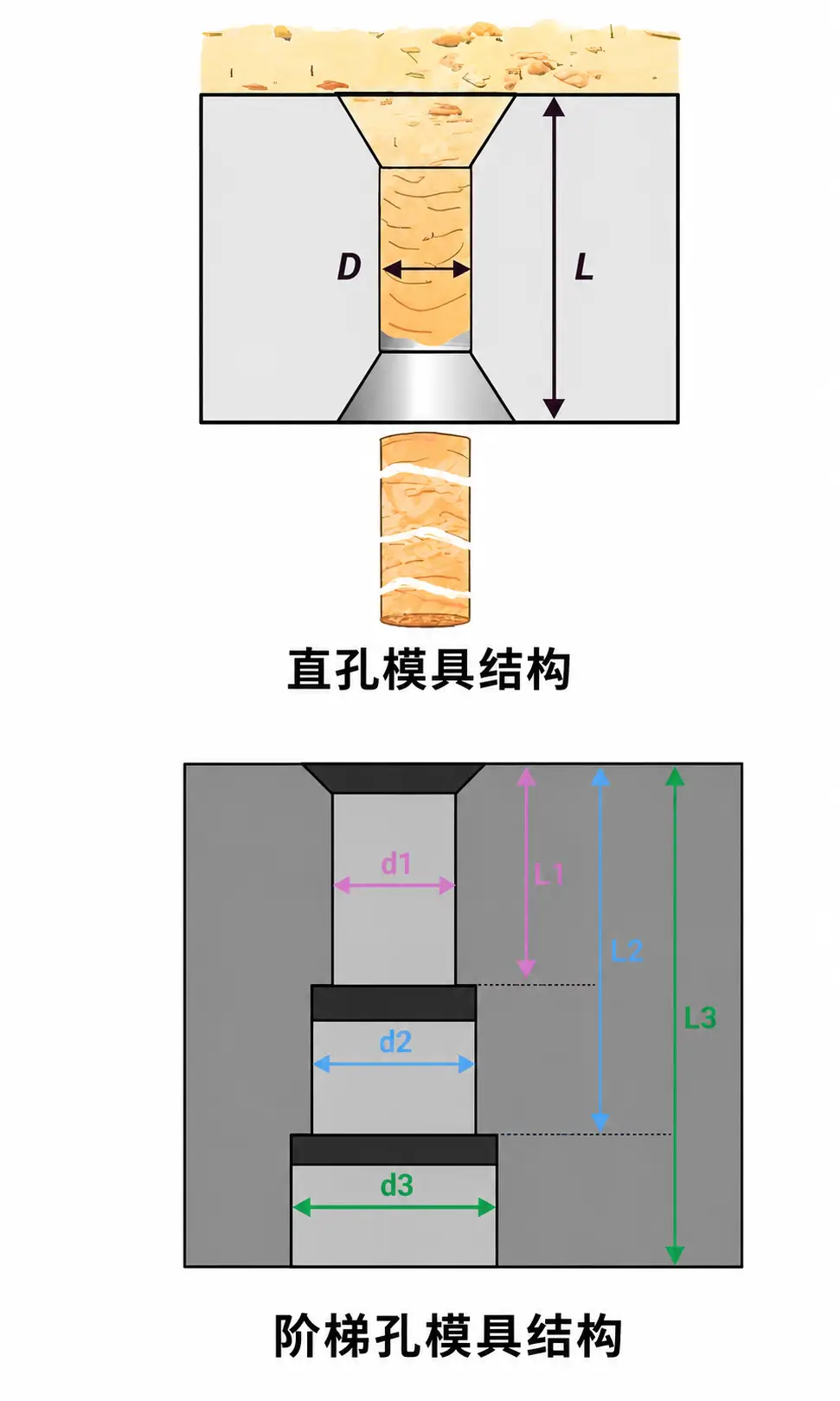
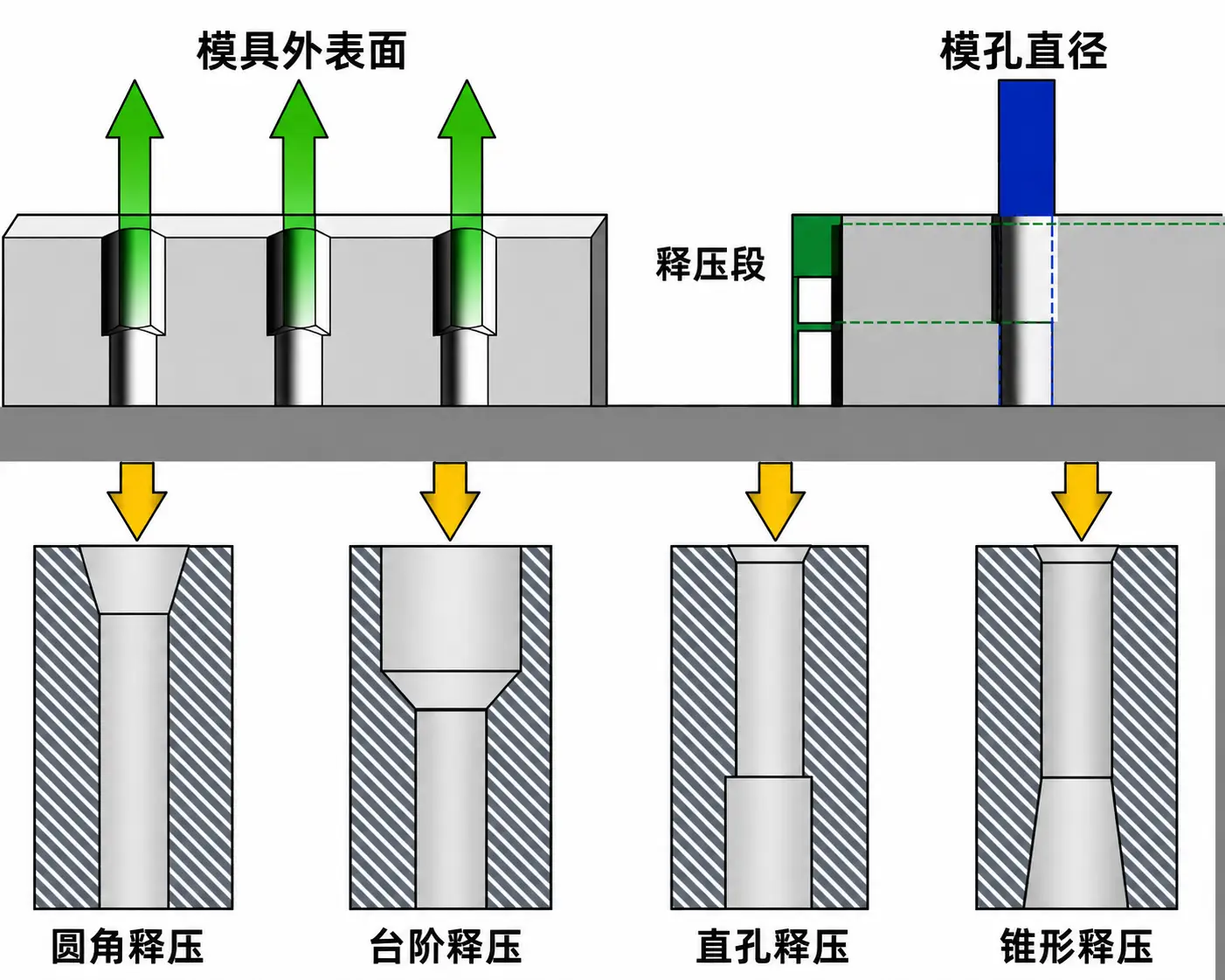
孔型
常用孔型包括直孔、阶梯孔和锥孔。
出口端可增加缓冲段,不算独立孔型,而是辅助设计。
- 直孔:结构简单高效,适合低纤维原料。
- 锥孔:改善进料,减少入口堵塞。
- 阶梯孔:兼顾颗粒密度和阻力。
缓冲段为出口加大部分,减少阻力,帮助油性、纤维或膨胀原料顺畅出料。
饲料颗粒模具孔型
| 饲料类型 | 孔型 |
| 禽畜(鸡、鸭、猪、兔) | 直孔 |
| 反刍动物(牛、羊) | 直孔+缓冲段 |
| 沉水型水产(鱼、虾) | 长直孔 |
| 特殊配方(高油、高矿、高纤维) | 阶梯孔+缓冲段 |
生物质颗粒模具孔型
| 原料 | 孔型 |
| 木材(木屑、竹子、刨花) | 直孔 |
| 秸秆(玉米、小麦、棉秆) | 阶梯孔 |
| 草料(苜蓿、象草) | 阶梯孔+缓冲段 |
| 混合残渣(稻壳、花生壳、坚果壳) | 锥孔 |
| 高水分或黏性原料(甘蔗渣、酒糟) | 入口锥孔 |
模具材质选择
材质决定寿命、颗粒质量和维护成本。硬度更高不一定更好,应根据原料、产量和产品要求选择。
1. 碳钢
成本低,加工容易。适合高产量且原料不磨损性强的情况,但耐磨与耐腐蚀弱,需要频繁更换。
2. 合金钢
行业主流,如20CrMnTi和42CrMo。
通过热处理可平衡硬度与韧性,整体寿命和成本最佳。
3. 不锈钢
常用304、316、4Cr13,耐腐蚀性优良,适用于油性、咸湿或食品级场合。
耐磨性低于合金钢,成本高。适合特殊环境,不作一般用途。
4. 硬质合金或表面处理
针对稻壳、棕榈壳等磨蚀性原料,可使用硬质合金涂层或合金嵌件延长寿命,成本高,但特定使用性价比更佳。
模具材质推荐
饲料颗粒模具
| 饲料类型 | 推荐材质 |
| 猪、禽(鸡、鸭) | 合金钢(42CrMo) |
| 反刍动物(牛、羊) | 合金钢(42CrMo) |
| 水产饲料(高油、高盐) | 不锈钢(304/316) |
生物质颗粒模具
| 原料类型 | 推荐材质 |
| 木材(松、杨) | 合金钢(42CrMo) |
| 高硅原料(稻壳、棕榈壳、椰壳) | 合金钢+硬质合金层 |
| 秸秆(玉米、小麦) | 合金钢(42CrMo) |
| 高水分有机物(酒糟、甘蔗渣) | 不锈钢(4Cr13) |
模具工艺与精度
模具不仅仅是材质和参数,加工精度同样重要。孔口加工粗糙或热处理不当会降低寿命和效率。

孔精度
孔口光滑均匀可降低阻力并保持稳定产量。粗糙或不均会造成堵塞和颗粒松散。
如何检查
热处理
适当渗碳、淬火和回火可赋予硬度、强度和韧性。处理良好可耐磨且不易开裂,处理差则磨损快或断裂。
如何检查
表面处理
光滑表面保持滚轮顺畅运转,使颗粒成型良好。粗糙表面导致滚轮运转不稳、磨损不均,效率降低。
如何检查
使用与维护
拆卸、清理和维护的便利性直接影响模具寿命。
新模具需磨合后方可正常使用。遵循供应商指示,用特殊磨料清理残留物并稳定性能。
每日生产结束后,可通过模具压制油性物料以防堵塞和生锈。
长期存放应置于干燥通风处。
快速参考表
饲料颗粒模具
| 原料类型 | 孔型 | 孔径(mm) | 压缩比 | 材质 |
| 禽畜饲料(鸡、鸭、猪、兔) | 直孔 | 2.5–4.0 | 1:4 – 1:6 | 合金钢 |
| 反刍动物(牛、羊) | 直孔+缓冲段 | 4.0–6.0 | 1:7 – 1:9 | 合金钢 |
| 猪饲料 | 直孔 | 3.0–4.0 | 1:6 – 1:10 | 合金钢 |
| 水产饲料(鱼、虾) | 长直孔 | 1.0–3.0 | ≥1:12 | 不锈钢 |
| 预混料 | 阶梯孔+缓冲段 | 3.0–4.0 | 1:5 – 1:7 | 不锈钢 |
生物质颗粒模具
| 原料 | 孔型 | 孔径(mm) | 压缩比 | 材质 |
| 木材(松、杨) | 直孔 | 6–8 | 1:7 – 1:8 | 合金钢 |
| 秸秆(玉米、小麦) | 阶梯孔 | 6–8 | 1:10 – 1:12 | 合金钢 |
| 草料(苜蓿、象草) | 阶梯孔+缓冲段 | 6–8 | 1:10 – 1:12 | 合金钢 |
| 硬质残渣 | 锥孔 | 8–10 | 1:7 – 1:10 | 硬质合金 |
| 高水分有机物 | 入口锥孔 | 6–8 | 1:6 – 1:8 | 不锈钢 |
*仅供参考,实际以设备与原料为准。
模具选择应匹配原料、工艺和生产目标。本指南供参考,如有需求欢迎咨询。

需要帮助吗?
提交在线留言,我们将在24小时内回复您,或者您也可以直接拨打173 2014 7357电话咨询。