 173 2014 7357
173 2014 7357 在线留言
在线留言6 个快速检查防止生物质颗粒机过热
长时间运行会导致生物质颗粒机过热,降低颗粒质量,加速磨损,甚至导致停机。这适用于平模和环模机器。为了帮助您及时应对,以下提供六个快速检查方法,可在日常生产中识别并解决过热问题。
颗粒机过热原因
原料方面,湿度不当、杂质过多或纤维含量高且破碎不足,会增加制粒负荷。
操作不当也是关键因素,例如长时间满负荷运行、开机后立即过量喂料或通风不良。新模具在磨合期缺乏润滑,会增加摩擦,导致温度升高。

生物质颗粒机在长时间高负荷运行时会因摩擦和压力产生过热,影响产量和寿命。定期检查可及早发现问题,减少停机和维修。平模和环模结构不同,检查重点略有差异。
1. 轴承与润滑
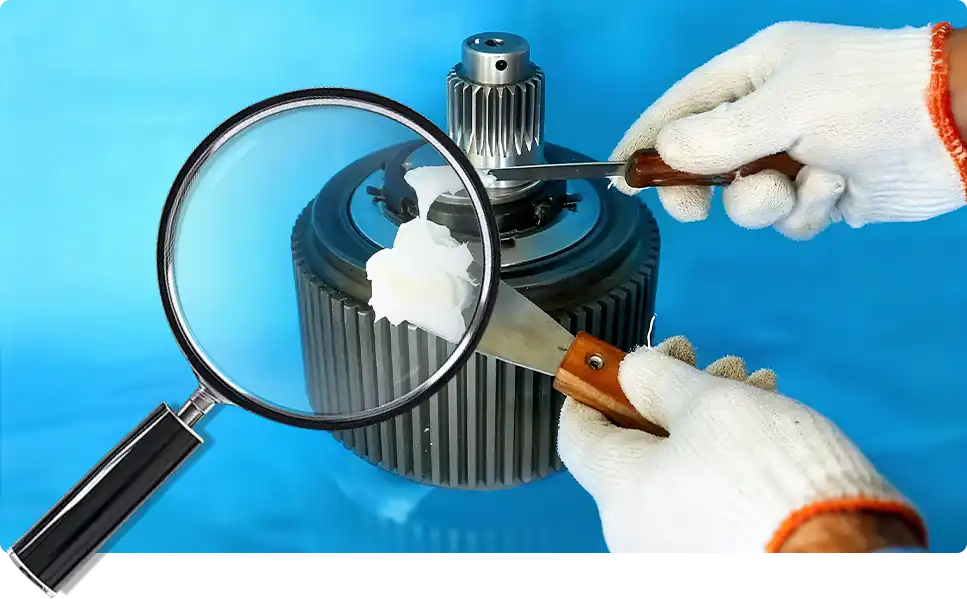
长时间运行时,轴承和滚轮容易过热。缺乏润滑会产生噪音、产量下降,甚至堵料。很多用户发现过热是由于润滑延迟或不当。
首先检查润滑油的油位和质量。
油位与润滑质量检查
通过听异常声音、检查轴承温度以及查看润滑记录来判断油位和润滑状态。
对环模机器来说,如果轴承温度过高(>80°C)或摩擦声尖锐,表示润滑不足。
对平模机器,停机后手动旋转滚轮。如果感觉阻力大或僵硬,说明润滑可能不足。润滑脂发黑、稀薄或受污染时应更换。

维护提示
每天检查润滑脂和油路。遵循厂家润滑计划。高负荷生产时,每班(8-12小时)添加润滑油,并定期检查润滑脂以防过热。
2. 通风与冷却检查
环模和平模颗粒机在高速压制过程中会产生热量。如未进行适当冷却检查和通风,热量会在模腔、电机和齿轮箱周围积聚。
对环模颗粒机,停机后检查齿轮箱通风口,并用手电筒检查模腔冷却管道是否有灰尘或杂物。平模设备则查看电机通风口和外壳是否有灰尘积聚。
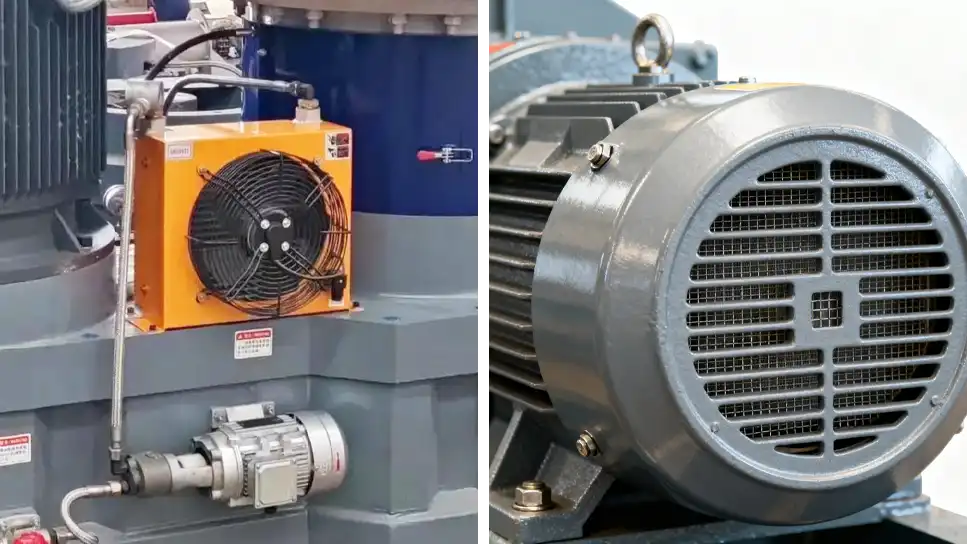
运行时注意风扇声音均匀,感受气流。气流弱通常是叶片积尘,需要清理。
3. 进料速度与原料状态
进料速度不均或原料湿度、温度不当会增加压制阻力,提高机器负荷和温度。
对环模机器,确保木屑和秸秆湿度在10%-15%之间,温度在推荐范围内。湿度过高会堵模,湿度过低会让纤维过硬,增加摩擦。

对平模机器,均匀喂料以防突变负荷,保证平稳运行。
4. 负荷监测与声音
负荷变化和运行声音是判断颗粒机状态的关键指标。负荷突然升高或异常声音通常表示机器内部摩擦增加。
对环模和平模机器都应定期监测负荷。环模电流逐渐上升可能表示原料问题、模具堵塞或润滑不足。平模电流突然升高或声音异常,可能是喂料不均、模具堵塞或磨损。应立即检查以避免损坏。
声音和电流稳定为正常。任何异常应立即停机检查。
5. 模具检查与压缩比
模具是颗粒成型的核心,其状态影响物料流动。如果压缩比不匹配原料或模具堵塞,会阻碍物料流动,增加摩擦,提高能耗和温度(Ismail, 2023)。
确保模具压缩比与原料匹配,尤其在更换原料时。
对环模机器,停电后打开检修口,用手电筒检查是否有堵孔、通道变形或磨损不均。
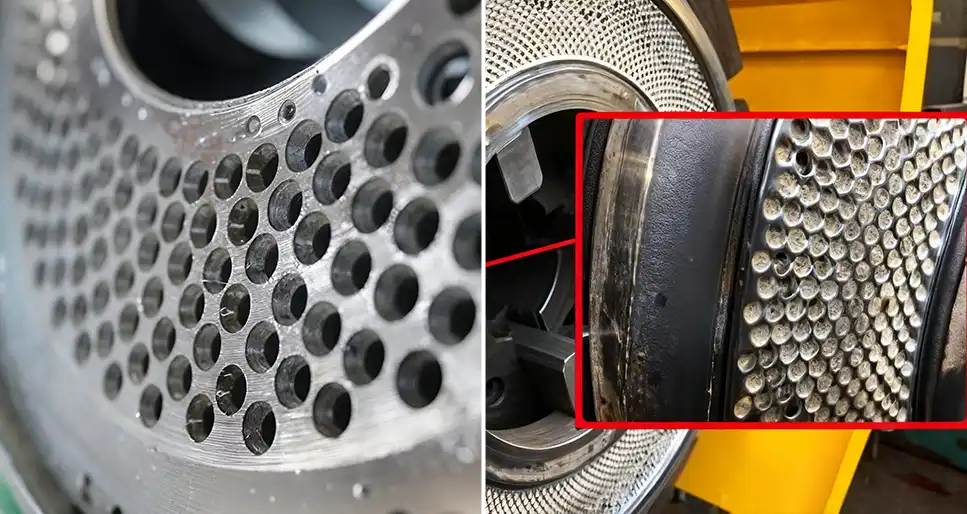
如发现堵塞或残渣,用细钢丝轻轻清理。结块可用木棒或塑料刮刀,避免金属工具损坏模具。平模机器可用相同方法。
更多关于原料压缩比及堵塞问题请参考:
颗粒机模具堵塞原因及解决方法
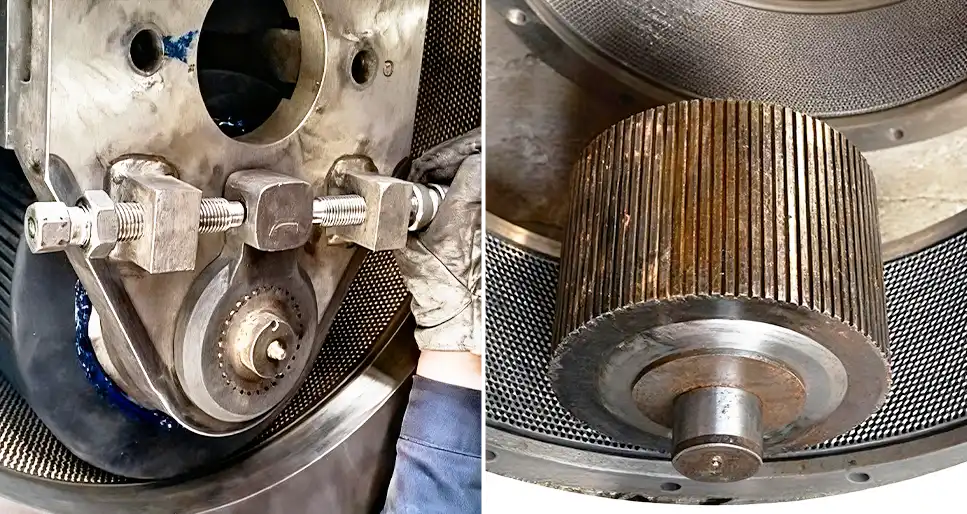
6. 滚轮磨损
滚轮磨损、开裂或不均会阻碍物料通过模具流动,增加摩擦,提高模具温度,也可能导致轴承过热。
停机并清理模腔以确保安全。
检查滚轮是否有凹槽、裂纹或磨损。平模机器(无物料状态)检查是否粘滞、晃动或阻力不均。
检查压力调节,确保两侧压力均衡,防止过热。
平模与环模检查重点
平模和环模颗粒机结构不同,检查重点也不同。以下为两者对比。
| 检查区域 | 平模颗粒机 | 环模颗粒机 |
| 润滑 | 滚轮与主轴承 | 滚轮与主轴承 |
| 冷却 | 电机通风口、外壳 | 齿轮箱通风口、冷却风扇 |
| 进料 | 均匀喂料,避免过载 | 检查湿度和温度 |
| 负荷 | 注意电流突增 | 监测电流逐渐升高 |
| 模具 | 检查堵塞或粗糙 | 检查磨损与变形 |
| 滚轮 | 检查裂纹或不均磨损 | 检查磨损及压力调节 |
将以上 6 个快速检查加入日常维护,可预防大部分过热问题。合理润滑、冷却与进料管理,将延长模具与滚轮寿命,同时保证生产顺畅。
需要帮助吗?
提交在线留言,我们将在24小时内回复您,或者您也可以直接拨打173 2014 7357电话咨询。