 173 2014 7357
173 2014 7357 在线留言
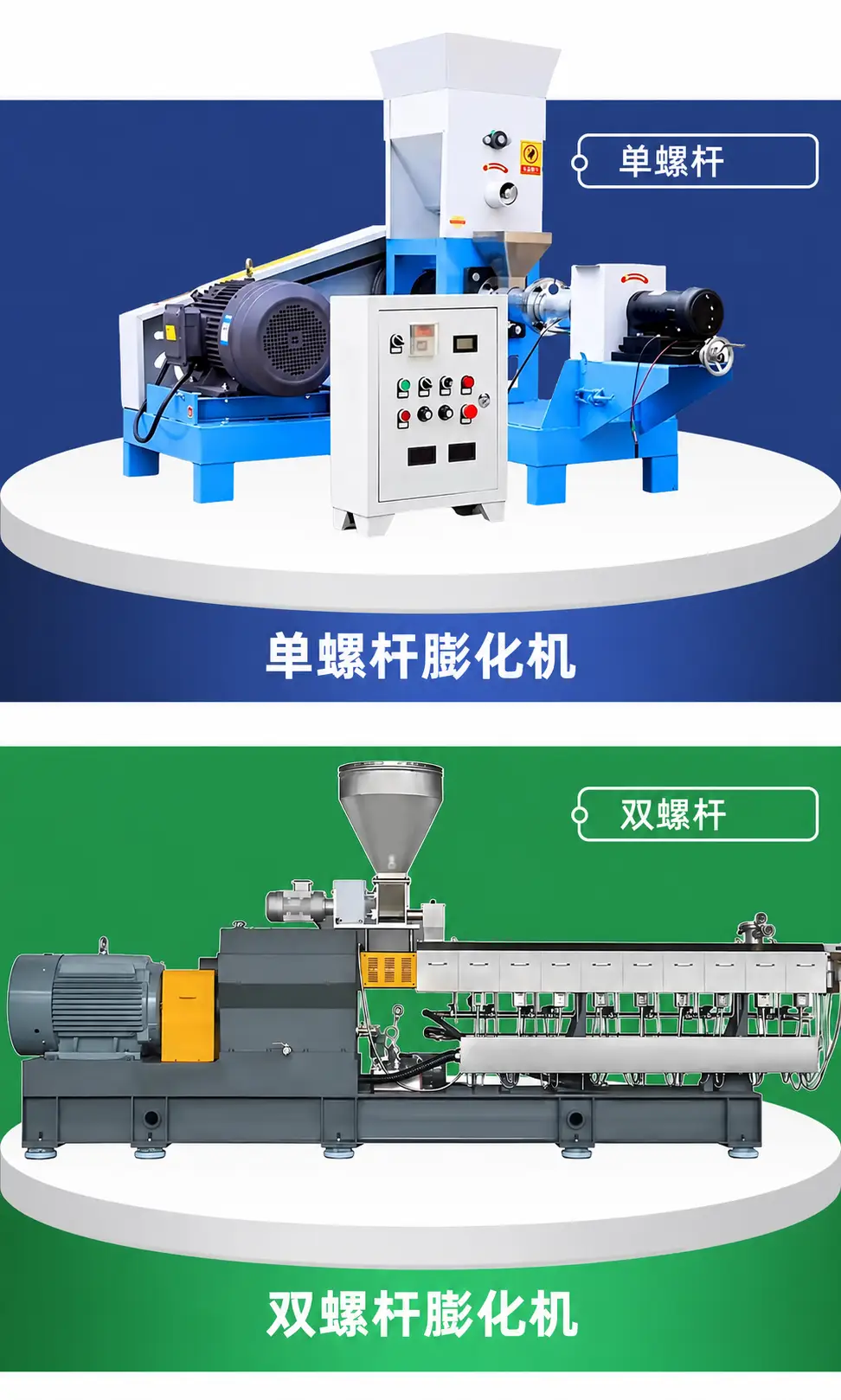
在线留言单螺杆与双螺杆挤出机的区别
饲料挤出机广泛用于鱼类和宠物饲料颗粒生产。它们可在高温高压下处理高含水原料,使原料迅速膨化熟化,提高动物对营养的消化吸收。
根据结构,饲料挤出机分为单螺杆和双螺杆两类。两者均可制膨化颗粒,但在关键方面存在差异。下面解释六大主要区别。
1.工作原理
螺杆是饲料挤出机的核心部件。螺杆旋转时,将原料在压力下混合、压缩、膨化。螺杆设计直接影响原料加工效果。
单螺杆挤出机工作方式
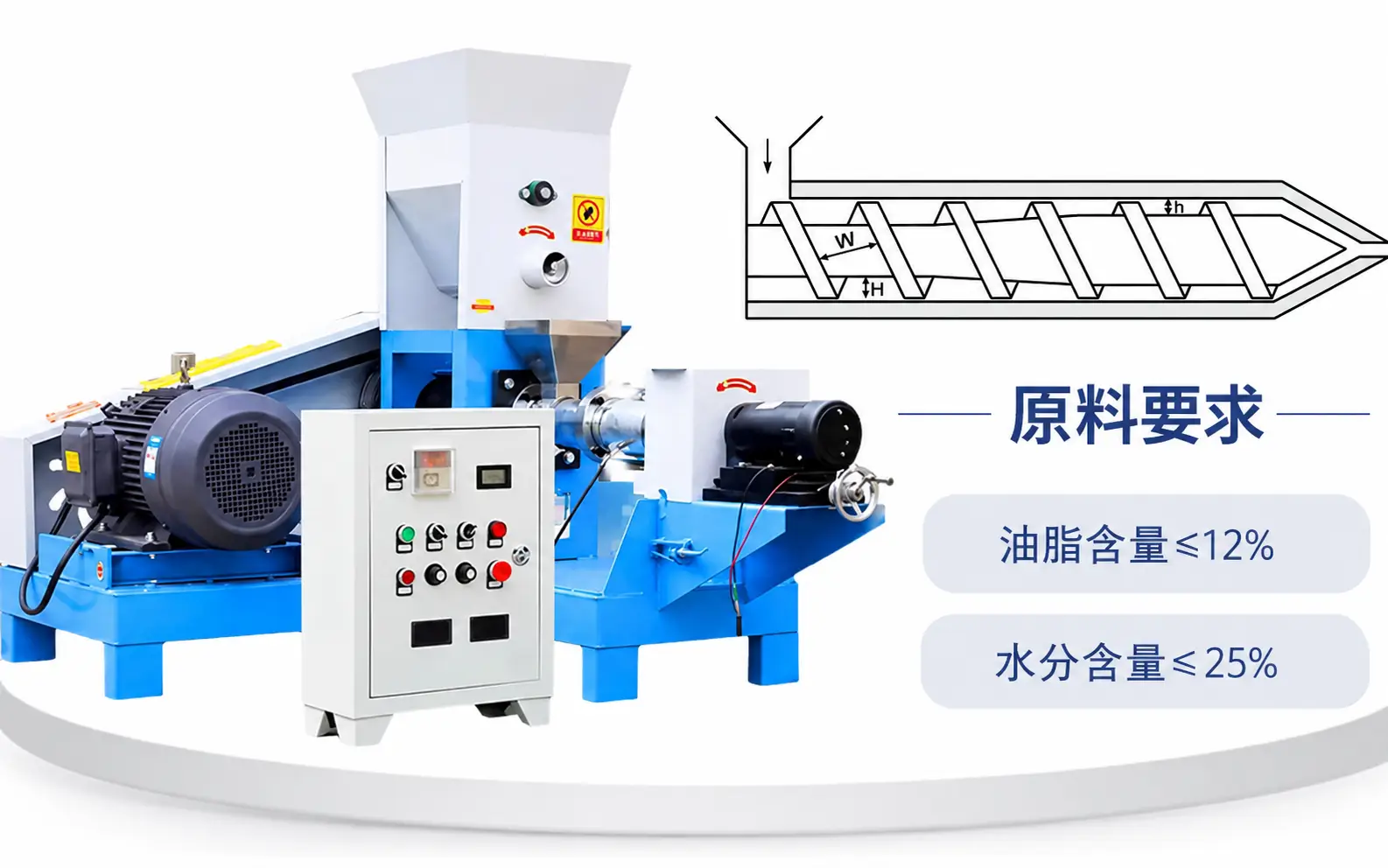
单螺杆挤出机只有一根螺杆,设有多个功能区:进料、熔融、成型。
操作类似摩擦活塞。原料进入筒体后,由自身摩擦以及与螺杆和筒壁接触推动前进。螺杆结构固定,通过逐渐改变螺距和通道深度,对原料进行压缩和加热,再通过模具挤出。

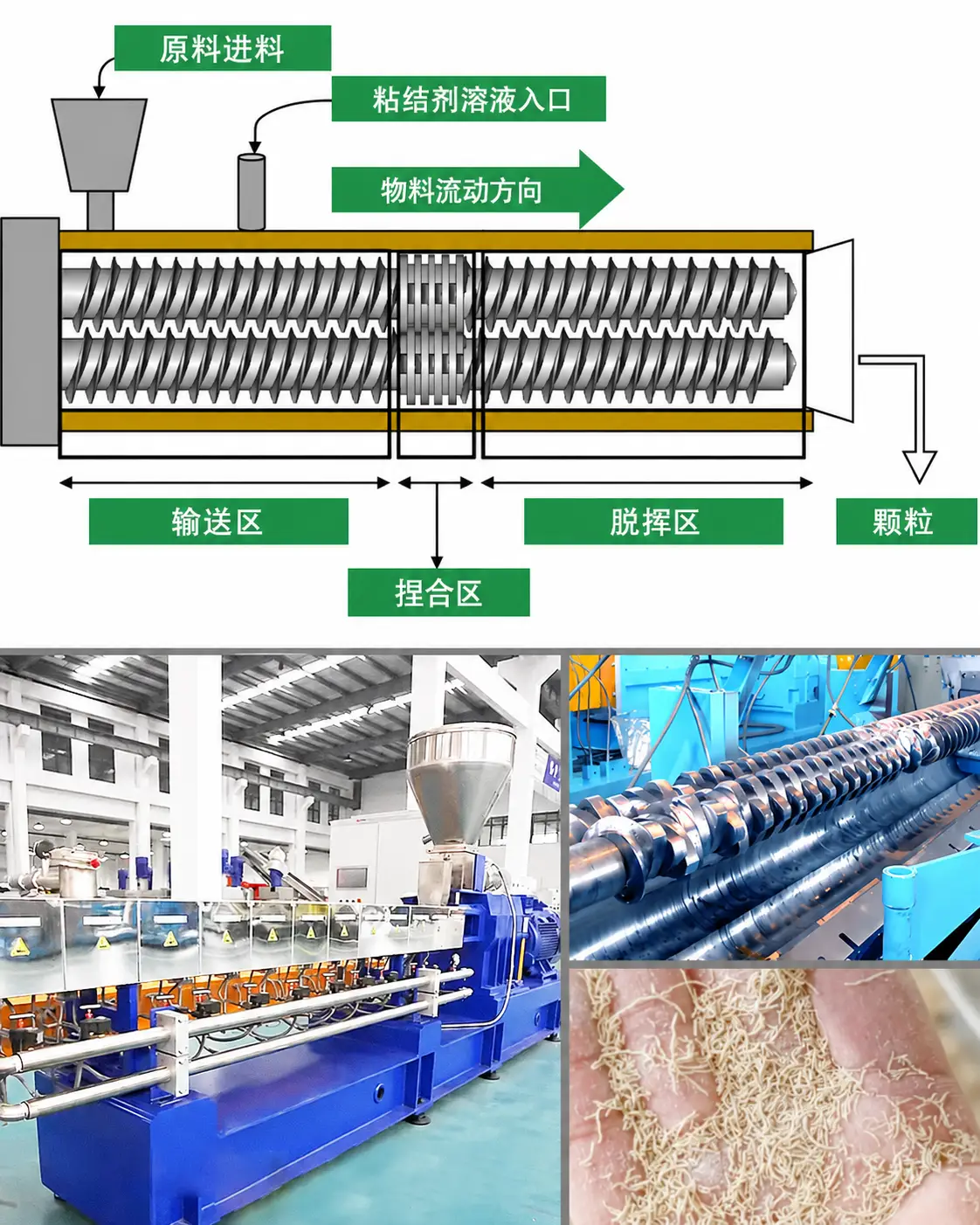
双螺杆挤出机工作方式
双螺杆挤出机配有两根同向旋转、互啮的模块化螺杆,可包含进料、剪切、压缩、膨化等功能段,可灵活组合以匹配特定配方。
互啮螺杆实现强制输送,不依赖摩擦,原料紧密啮合并稳定推进。螺杆间原料经历反复剪切、捏合和混合,保证均匀高效熟化。出模时骤减压力快速膨化,形成柔软且充分膨松的颗粒。
(可通过重新配置螺杆段调整膨化程度或切换浮沉料,无需更换整根螺杆。)
这种结构差异导致原料适应性、颗粒质量、生产效率等方面表现不同。
2.原料适应性
单螺杆挤出机对原料适应性较有限,适合油脂和水分适中、配方简单的原料(通常脂肪≤12%,水分≤25%)。因此,多用于常规水产和宠物饲料生产。
当脂肪或水分过高时,螺杆与原料摩擦降低,可能出现打滑,影响稳定流量和温度,产量和颗粒质量可能下降。
相比之下,双螺杆挤出机更灵活。
互啮螺杆推动原料,不依赖筒体摩擦,可处理高脂(20–25%)及高水分(>30%)原料,如鲜肉浆。
尤其适合宠物食品及需复杂配方的水产饲料,也可生产直径小至0.6 mm的颗粒。

3.颗粒质量
单螺杆挤出机采用单通道设计,筒内温压分布不均,易产生膨化不均、表面粗糙、气孔不规则的颗粒。原料尺寸或水分变化时问题更明显,总体颗粒稳定性较差。
双螺杆挤出机原料混合压缩均匀,颗粒形状一致、表面光滑、尺寸稳定。熔化混合效果好,熟化均匀,颗粒致密均匀,质感、稳定性和营养性更佳。
两类设备可配调质器调节温湿,但结构差异影响效果。双螺杆互啮强制输送,保证热湿分布均匀,进一步提升膨化和颗粒成型稳定性。

4.能耗与生产效率
双螺杆挤出机结构复杂,功率较高,但单位产量能耗低。强制输送和高效剪切使原料快速均匀加热。
处理时间短,产量提升,单位产量能耗下降。物料转化率可超过98%,浪费少,每千瓦时输出更多。
但空载或低产运行时耗电较高。小规模或间歇生产,单螺杆可能更实用;中大型连续生产,双螺杆高产低废能抵消额外能耗,总体效率更优。
5.操作与维护
现代单/双螺杆挤出机均配变频器,简化基础操作。双螺杆提供更多调节和自动化功能。
可灵活调整参数、实时监控数据、配方切换,适合要求稳定产品质量的场景。
维护方面,单螺杆结构简单,拆卸方便。但无自清功能时需每次人工清理,费时。
双螺杆结构复杂,但互啮螺杆可在运行中排出残料,通过空载或用玉米粉冲洗,多数清理可在停机前完成,减少人工和停机时间,更适合连续生产。
6.成本差异
单螺杆挤出机设计简单,制造成本低,更经济。
双螺杆挤出机结构复杂,加工精度高,成本约为同产量单螺杆的三至四倍,前期投资显著更高。
下表总结了以上六大主要区别。
| 方面 | 单螺杆 | 双螺杆 |
| 结构 | 简单;单通道 | 复杂;双通道互啮 |
| 原料 | 中等油脂/水分;基础配方 | 高脂、高水分;复杂配方 |
| 颗粒质量 | 膨化不均;一致性一般 | 均匀、光滑、熟化良好 |
| 能耗与产量 | 单位产量能耗高;转化率低 | 能耗低;转化率>98% |
| 操作 | 控制简单;需频繁人工清理 | 自清洁;适合连续生产 |
| 成本 | 价格低;适合小中产量 | 成本高;适合大型或高端产量 |
单螺杆和双螺杆挤出机各有优势。选择合适设备取决于产量规模、配方复杂度和产品目标:
- 如偏好操作简单、前期成本低,且主要生产小批量或标准配方,单螺杆挤出机更实用。
- 如追求更好的熟化效果、颗粒均匀度和复杂配方控制,双螺杆挤出机提供更高灵活性和精确性。
仍不确定选哪种?我们的技术团队可根据你的需求提供专业推荐!


需要帮助吗?
提交在线留言,我们将在24小时内回复您,或者您也可以直接拨打173 2014 7357电话咨询。