 173 2014 7357
173 2014 7357 在线留言
在线留言橡木颗粒燃料生产线完整工艺
橡木是一种密度高、纤维紧密的硬木,木质素含量高,具有优异的制粒性能。橡木颗粒燃烧效率高、排放低,广泛用于家庭采暖、商业锅炉及工业发电。
凭借可靠的性能和稳定的成型特性,橡木颗粒在全球市场显示出强劲增长潜力,越来越多的投资者关注该市场,预计到2033年市场规模将达到106.3亿美元。
然而,由于橡木密度高,稳定生产颗粒需要更精细的加工工艺和匹配良好的设备。

橡木颗粒生产工艺概览
生产橡木颗粒涉及若干关键步骤。典型生产线包括以下七个阶段:
1. 原料准备
橡木原料来源多样,因此粉碎前需要预处理,以去除杂质并进行分拣,为下一步加工做准备。
首要任务是清理原木或锯厂边角料,去除砂石、金属碎片。通常使用滚筒筛过滤硬杂物,同时用永磁分离器去除钉子和金属丝,以保护设备并降低火灾风险。
大型生产线若使用整木原料,通常会增加去皮机和木材切片机。去皮机可去除高灰分树皮,切片机将原木或枝条切成均匀木片,以支持高效下游加工。
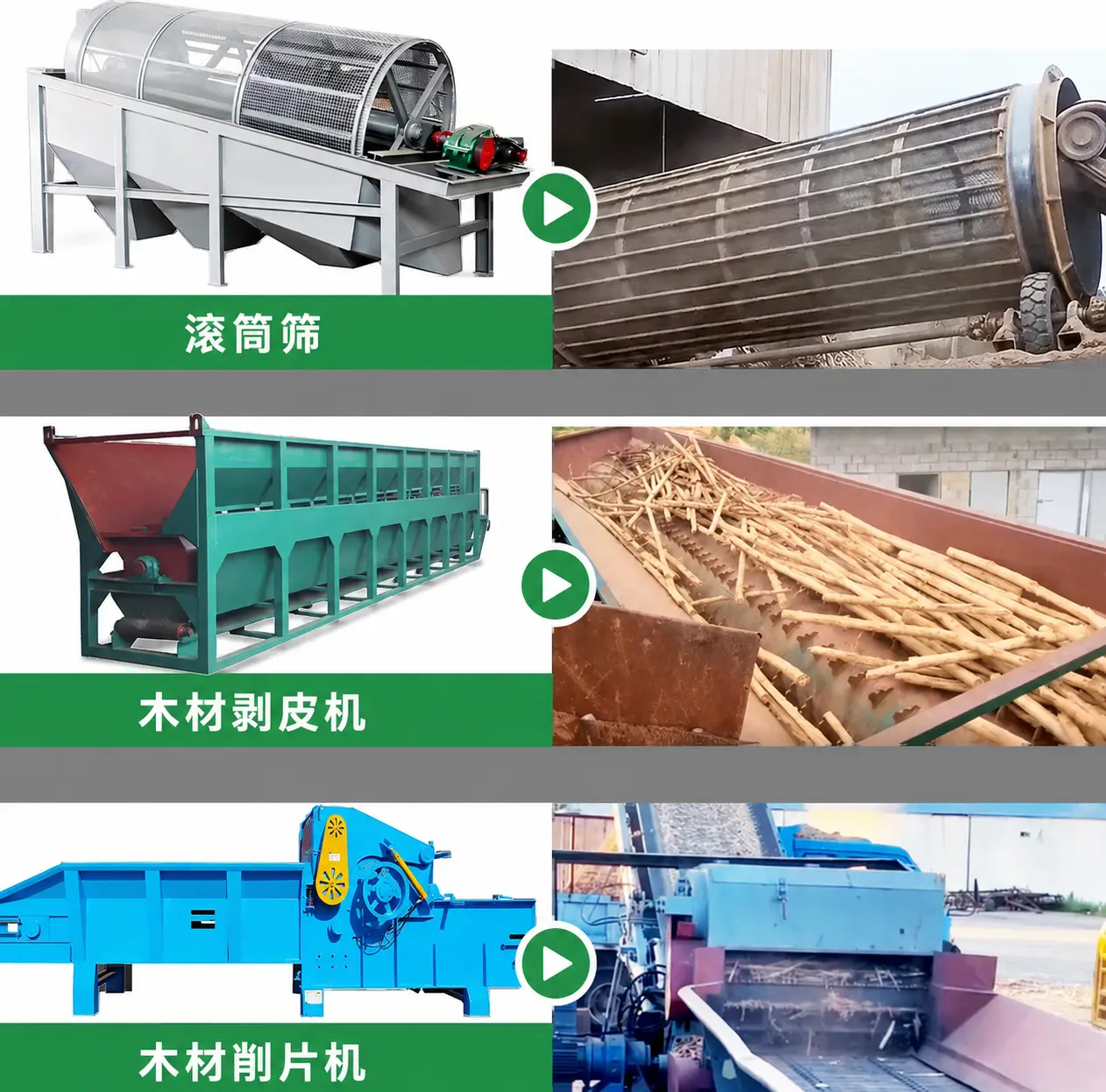
2. 粉碎
粉碎将原料缩小到适合制粒的粒度。如果颗粒太大,压制不良;太小,能耗增加且粉料过热,生产不稳定。橡木最佳粒度通常为2–4毫米。
粉碎方法根据原料形态和产线规模有所不同。
小型至中型产线(≤2吨/小时),15–30毫米的木片可用高速锤片粉碎机直接粉碎,最终粒度由筛网决定。此配置操作简单、紧凑,适合小型或中型生产。
大型产线(≥3吨/小时),木片通常为20–50毫米。为降低能耗并保护刀具,通常采用两级粉碎:先粗碎再细碎。
粉碎设备常配备风机、旋风分离器和脉冲除尘器,提升粉料收集效率,防止堵料和粉尘爆炸。

3. 干燥
橡木原料含水率通常较高,而制粒需控制在适宜范围。水分过高,颗粒松散难成型,产量不稳定;水分过低,粘结性差,增加设备磨损。理想含水率为10%–12%。
中大型产线通常使用滚筒干燥机,处理量大、效率高;小型产线常用气流干燥机,紧凑、成本低,适合小批量生产。
为减少干燥过程粉尘,通常配套旋风分离器或脉冲除尘器,净化尾气,控制排放在环保标准内。

4. 制粒
制粒将干燥后的橡木粉在高温高压下压制成圆柱颗粒,通常使用环模生物质颗粒机完成。进模前材料通过磁性分离器去除残留金属,保护模具并降低火灾风险。
颗粒质量主要取决于压缩比和辊轮设置。
压缩比是关键参数之一,指模孔长度与直径的比值,受模具厚度及孔径影响。由于橡木密度高,通常需要较高压缩比,推荐范围为5.5:1至7:1。压缩比过低,颗粒松散;过高,则能耗增加并加速设备磨损。
多数环模颗粒机模内均布2–3个辊轮,稳定将材料压入模孔。辊模间隙通常设为0.1–0.3毫米,保证压紧同时减少磨损。
制粒过程中摩擦产生温度约80–100℃,软化橡木木质素,使材料自然粘合,无需额外粘结剂。

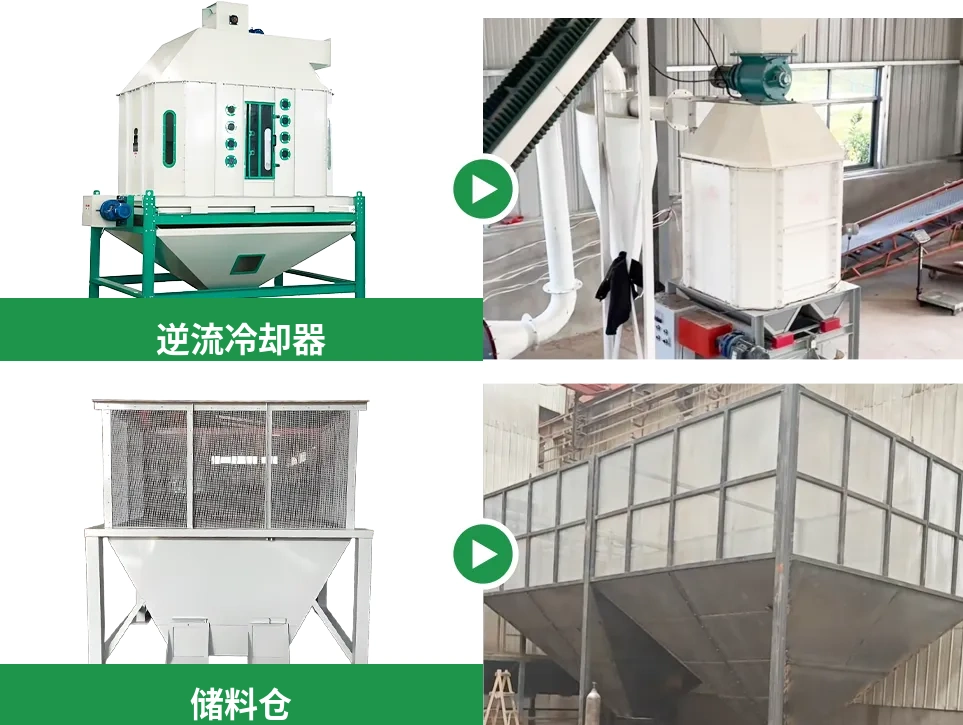
5. 冷却
新制颗粒温度高,需要冷却至室温。若冷却不当,颗粒可能发霉或存储自燃。
中大型产线常用逆流冷却机,利用与热颗粒逆向流动的环境空气快速降温,保证颗粒质量稳定。小型产线可选自然风冷或冷却输送机。
冷却需渐进,骤冷可能导致颗粒开裂。
冷却后颗粒温度应控制在室温±5℃以内,最终含水率一般低于10%,符合储运标准。
6. 筛分
冷却后,颗粒经过筛分去除粉料和不合格颗粒,确保产品一致性和可靠性。
振动筛可分离过大或松散颗粒,长颗粒可破碎回料或返制粒。粉料返回原料仓,减少浪费。
筛分合格的橡木颗粒应尺寸均匀、表面光滑、耐用性良好。
7. 包装
橡木颗粒可散装或袋装,依据交付方式而定。
散装通常使用气动或螺旋输送机直接装入料仓、运输车或散装船舱,效率高且节省成本,但颗粒需耐磨以减少运输中粉尘。
袋装多用自动称重、填装和封口设备完成,小型产线可用手动工具,适应不同产能规模。
核心生产工艺相同,但具体设备配置可根据产能、原料和预算灵活调整。

不同产能下的两种常用配置
本节介绍两种典型方案:一种用于大型生产,另一种用于小型操作。
小型配置(0.5–1吨/小时)
小型橡木颗粒生产线适合试产、本地采暖或利用锯厂废料。通常使用已符合尺寸和水分要求的锯末或木屑。典型配置包括:
| 工序 | 设备 | 数量 |
| 原料准备 | 滚筒筛 | 1 |
| 永磁分离器 | 1 | |
| 输送 | 带式输送机 | 1 |
| 粉碎 | 小型锤片粉碎机 | 1 |
| 风机 | 1 | |
| 旋风+脉冲除尘器 | 1 | |
| 输送 | 螺旋输送机 | 1 |
| 干燥 | 气流干燥机 | 1 |
| 风机 | 1 | |
| 旋风分离器 | 1 | |
| 输送 | 螺旋输送机 | 1 |
| 制粒 | KH-450环模生物质颗粒机(0.7–1吨/小时) | 1 |
| 磁性分离器 | 1 | |
| 输送 | 裙边带式输送机 | 1 |
| 冷却 | 冷却输送机 | 1 |
| 缓冲储存 | 储料仓 | 1 |

需要帮助吗?
提交在线留言,我们将在24小时内回复您,或者您也可以直接拨打173 2014 7357电话咨询。