 173 2014 7357
173 2014 7357 在线留言
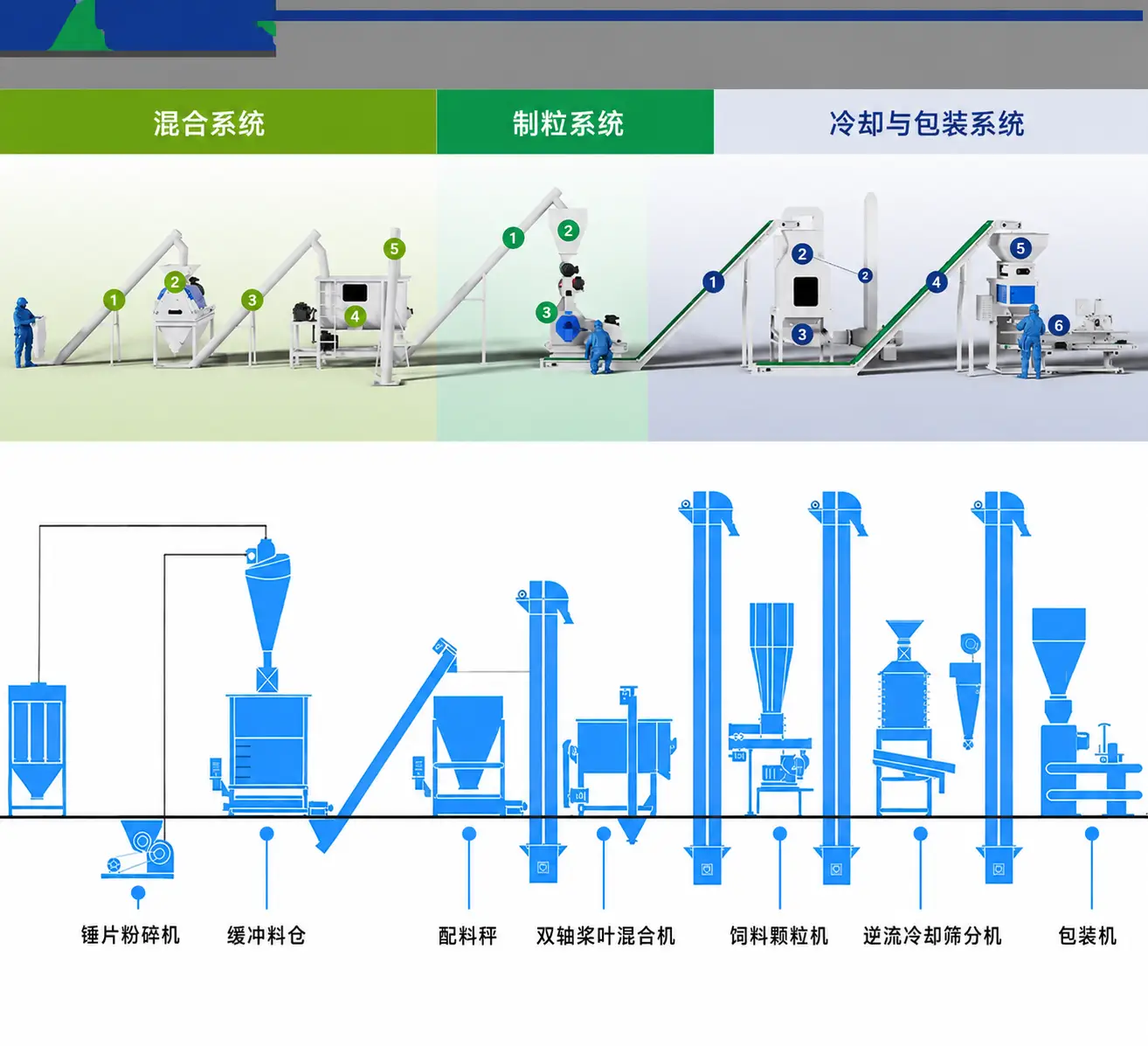
在线留言猪饲料生产线设备及完整加工流程
在猪饲料生产中,完整生产线因其稳定连续的工作流程而脱颖而出。它保证粉碎、混合和制粒顺畅进行,减少人工误差,提高产品一致性。以下各部分按照生产流程展示,快速了解各环节如何协同组成一个系统。

生产线设计概览
设计良好的猪饲料生产线注重工艺流程的顺畅协调。连续、标准化的流程有助于实现:
- 精准的原料配比
- 稳定的粉碎、混合和制粒
- 减少人工操作
- 更高的饲料转化率与一致的颗粒质量
- 便于批次控制与可追溯性
此布局适合追求可靠长期性能的养猪场和饲料加工企业。

工艺流程与关键设备
猪饲料颗粒生产经过多个环节,每一步均依赖专用设备。
| 生产工序 | 对应设备 |
| 原料接收 | 原料料仓 / 储料塔 |
| 杂质清理 | 杂质分离机 / 磁选机 |
| 称量与配料 | 多仓配料系统 |
| 粉碎 | 锤片粉碎机 / 水滴式锤片粉碎机 |
| 混合 | 双轴叶片搅拌机 |
| 原料缓冲 | 缓冲料仓 |
| 调质(可选) | 调质机(带蒸汽接口) |
| 制粒 | 环模颗粒机 |
| 冷却 | 逆流风冷机 |
| 筛分 | 振动筛 |
| 储存/包装 | 成品料仓,自动包装机 |
| 辅助设备 | 螺旋提升机 / 裙边带输送机 |
| 控制设备 | 集中控制柜 |
1. 原料接收与储存
猪饲料原料如玉米、豆粕、麦麸及预混料密度与流动性各异。将其分别存放在料仓内可避免交叉污染。粉碎前应通过杂质清理设备,确保生产顺畅及饲料质量稳定。

建议
由于猪饲料原料多样,建议配备3至5个料仓及自动配料系统,并根据产能选择斗式提升机或螺旋提升机,保证供料连续。
2. 粉碎部分
粉碎环节将玉米、豆粕、麦麸及其他原料粉碎至猪饲料所需粒径,保证混合和制粒的稳定性。常用设备为锤片粉碎机或水滴式锤片粉碎机,粒度可通过更换筛网调节。
- 锤片粉碎机:结构简单,成本低,适合常规粉碎标准原料。
- 水滴式锤片粉碎机:改进料腔设计,提高效率和粒度均匀性,适合连续生产。
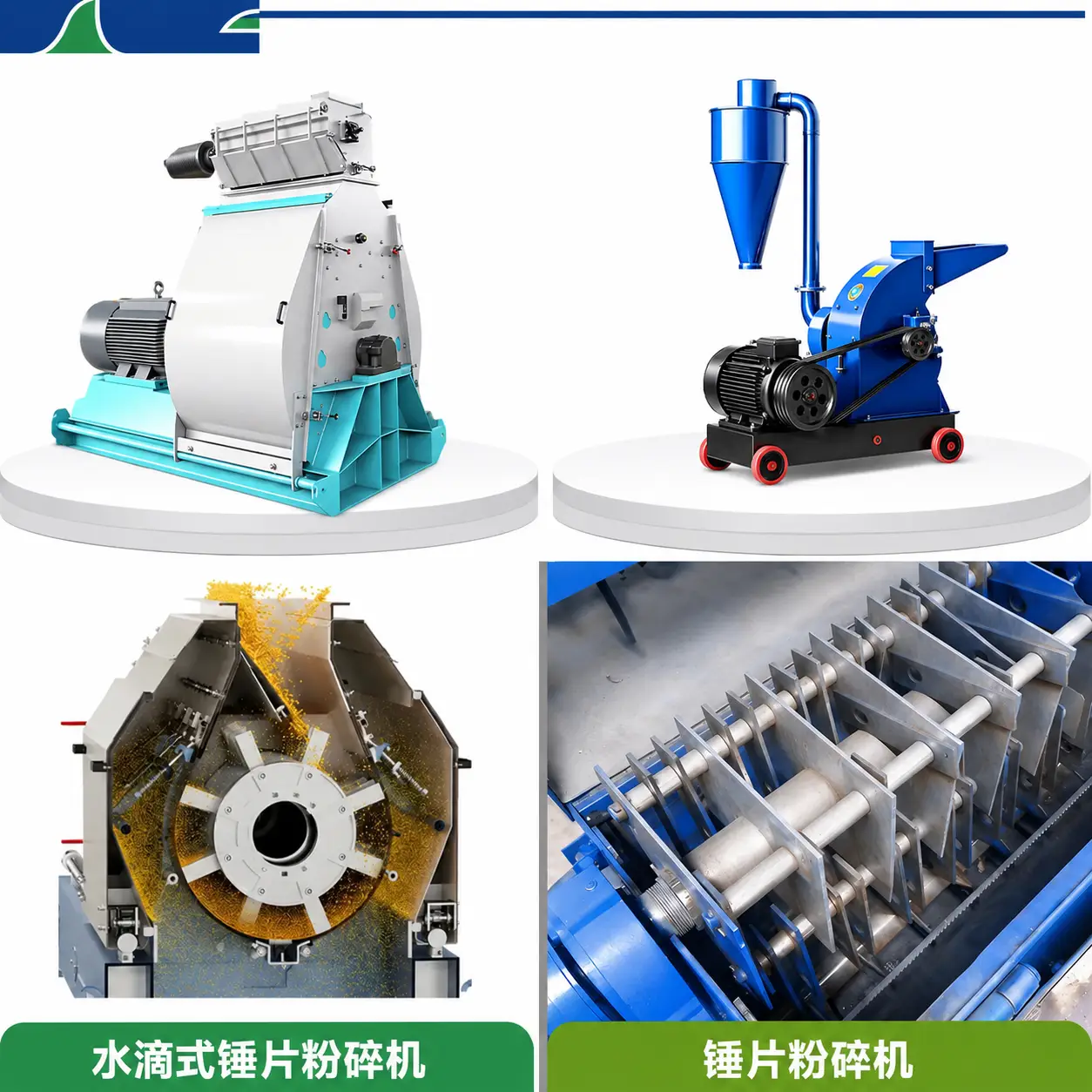
猪饲料对粒度敏感。颗粒过粗会降低消化率,过细会产生粉尘并增加能耗。典型目标粒径为0.8-2.0毫米,兼顾消化率与制粒性能。
粉碎系统通常配备吸风或除尘装置,保持工作环境清洁并提高效率。
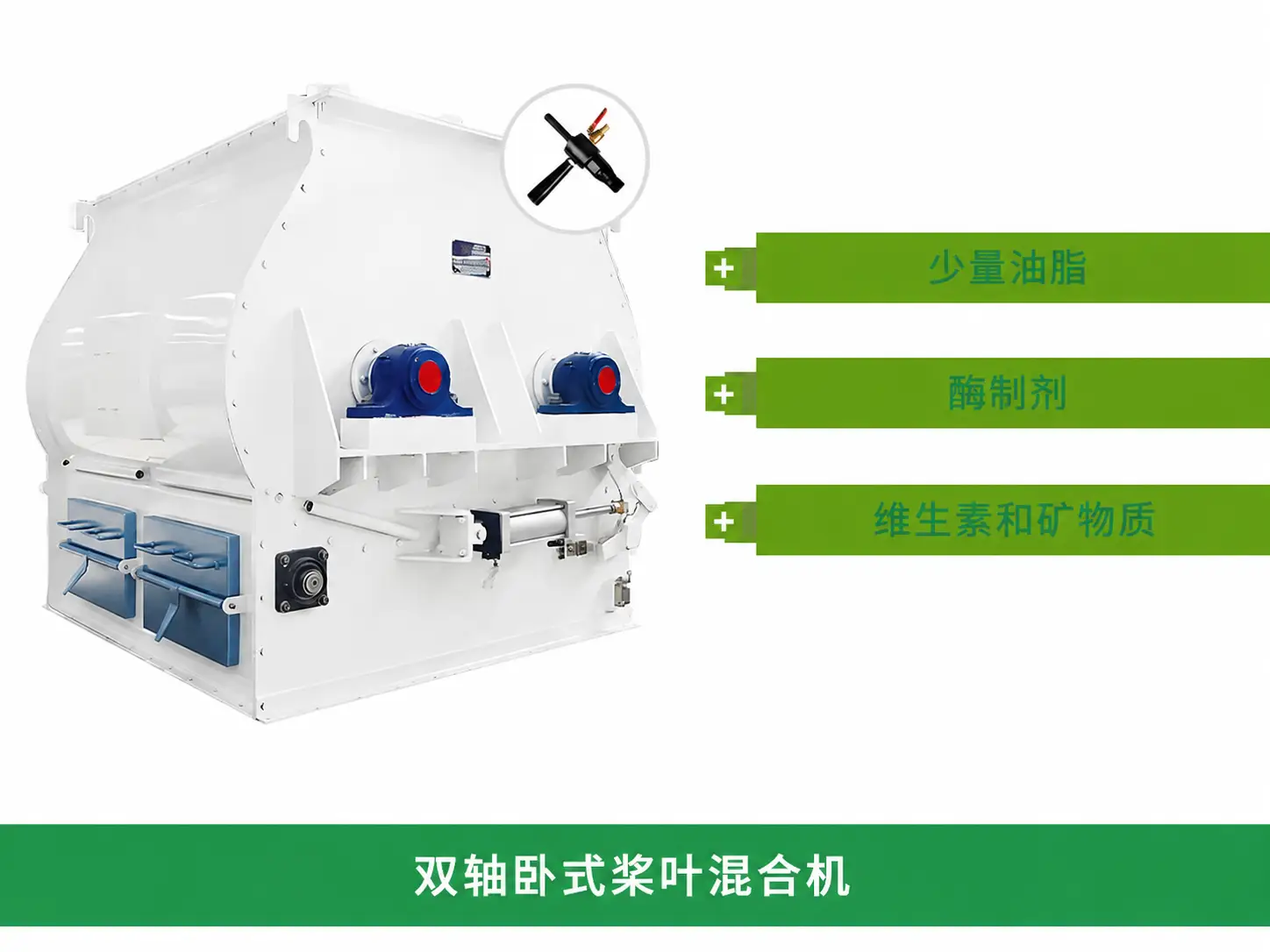
3. 混合部分
混合环节保证不同密度与粒径的原料均匀混合,防止分层。
猪饲料要求高度均匀,常用双轴叶片搅拌机。通过提升和对流,约5至10分钟可达到稳定均匀度(CV≤5%)。
此阶段可少量添加油脂、酶制剂、维生素、矿物质或其他液体添加剂,以改善适口性或满足营养需求。
粉料生产线扩展
混合后,可通过增加两个出料口扩展生产粉料:一个用于制粒,另一个通过带式或螺旋输送机直接包装。
该设计提高了灵活性,可同时生产颗粒和粉料。
4. 调质(可选)
调质为可选环节,但对颗粒密度和耐久性有明显作用。
猪饲料不要求颗粒过硬,调质主要帮助料浆吸收热量和水分,使其在模具中形成稳定结构。

蒸汽调质可提高可塑性,稳定制粒;小型生产线也可直接制粒,此时颗粒密度和耐久性更多依赖模具设计和压缩比。
5. 制粒部分
制粒为最终成型步骤,不同阶段猪只需不同颗粒大小和硬度。
为保证长时间稳定生产,通常采用环模颗粒机。
在料腔中,原料被辊轮压制并通过模具挤出形成颗粒。产生的热量提供温和杀菌,并生成猪易接受的坚实颗粒。

颗粒尺寸由模具决定。猪饲料建议使用4-6毫米模具。
6. 冷却与筛分部分
制粒后,热颗粒需冷却至接近室温以便储存。
逆流风冷机逐步去除热量和水分,防止返湿和结块。
然后颗粒筛分,分离粉末和破碎颗粒。粉末可返回制粒流程,提高原料利用率。
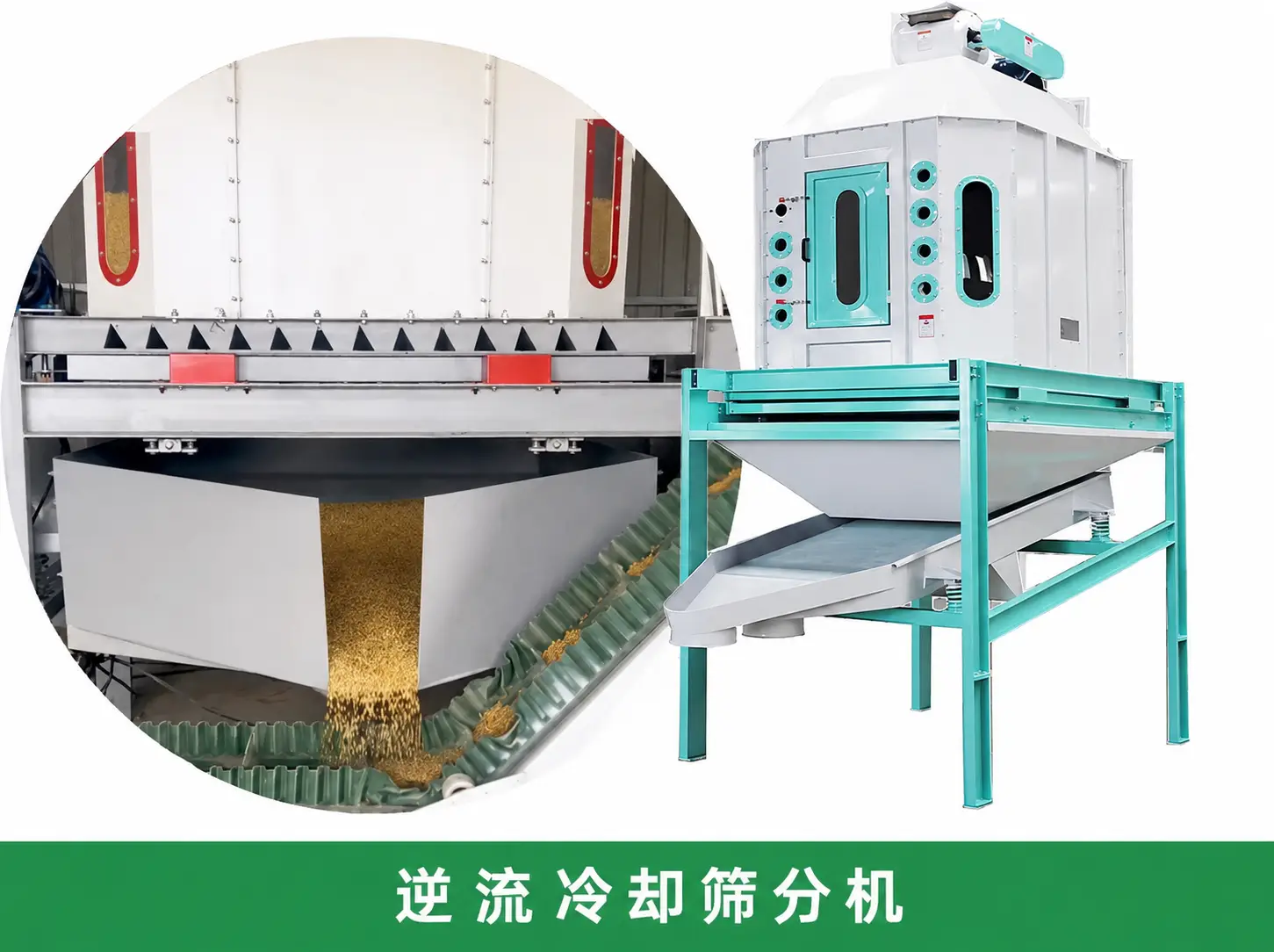
组合式逆流风冷机与筛分机节省占地并简化布局。
7. 成品包装与储存
冷却和筛分后,颗粒进入缓冲料仓,并根据需求由包装秤装袋。
此环节保持出料流稳定,防止连续运行时堵料。包装好的饲料可直接储存,缓冲料仓有助于批次管理,提高装卸及投料灵活性。
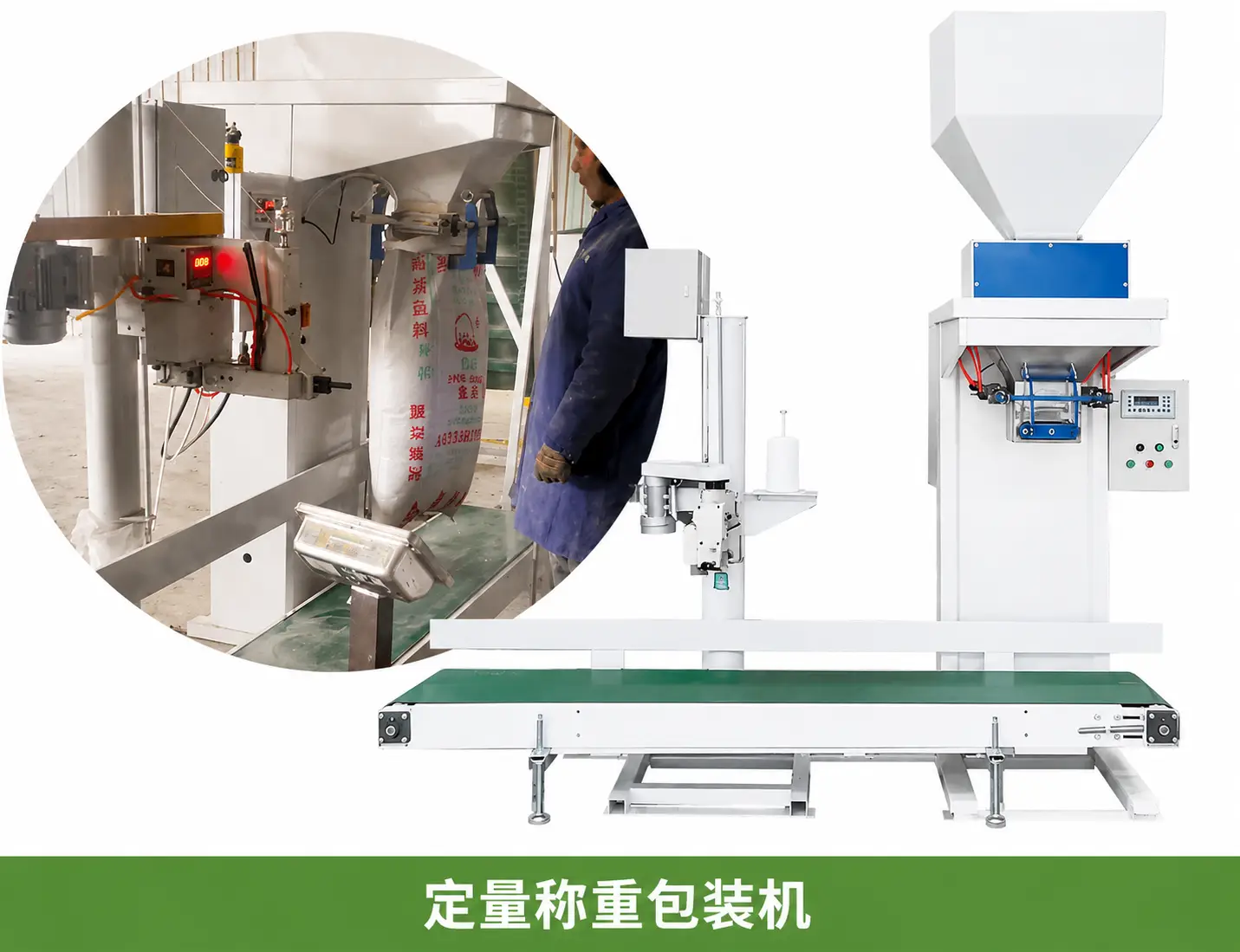
自动包装具有:
- 精准计量
- 更快装袋
- 减少人工误差
- 更美观的商业外观
- 批次、重量和产量记录
自动化使末端工作量大幅降低,一到两名操作员即可管理整条生产线。
常见工厂布局
生产线可采用不同布局:
直线布局
- 适合狭长厂房
最常见布局,原料依次从接收至包装,保证清晰高效的物流流动。
L型布局
- 适合中型厂房
原料接收与成品包装分向布置,减少物流交叉,提高卫生与空间管理。


案例参考
多层布局
- 地面空间有限
利用厂房高度,原料可通过重力在各工序间移动,减少提升频率,降低提升设备能耗。

设计合理的生产线可提升效率与长期盈利能力。我们可根据您的原料、空间及预算定制方案,帮助快速启动或升级饲料加工。

需要帮助吗?
提交在线留言,我们将在24小时内回复您,或者您也可以直接拨打173 2014 7357电话咨询。